From the Desk of the Chief Engineer
“Last winter, we audited a site in Derbyshire where a client was experiencing repeated yoke fractures on their primary impactor. The issue wasn’t the steel quality per se, but the torsional vibration resonance. The previous shafts were too rigid. We retrofitted a solution with a specifically calculated torsional stiffness that shifted the critical speed away from the crushing frequency. The result? Zero downtime in six months. It’s not just about metal; it’s about the dynamics of the stone you’re crushing.”
The Physics of Destruction: Hammer & Impact Crusher Drives
The primary cement production process begins at the mine face. Here, the machinery tasked with reducing boulders to mill-grade granules faces the most extreme mechanical impulses in the entire plant. The drive shaft is the unsung hero of this stage.
Dealing with the “Bit-Stuck” Phenomenon
Hammer crushers and impact crushers rely on high-speed rotational inertia to operate. When the feed changes—for example, when a loader dumps a mixture of wet clay and hard limestone—the rotor experiences significant torque fluctuations. In engineering, we use a service factor (K) to calculate these fluctuations. A standard conveyor might have a K value of 1.5, while hammer crushers in UK quarries require a service factor of 3.0 to 5.0.
Our shafts feature a one-piece yoke design. Unlike split bearing housings that can separate under high centrifugal forces, our forged alloy steel yokes (typically 42CrMo4 or higher) are one piece. This ensures that the shaft integrity is maintained in the event of a “jamming” or metal intrusion in the crusher until the shear pin (the designated sacrificial element) engages, protecting your £50,000 motor.
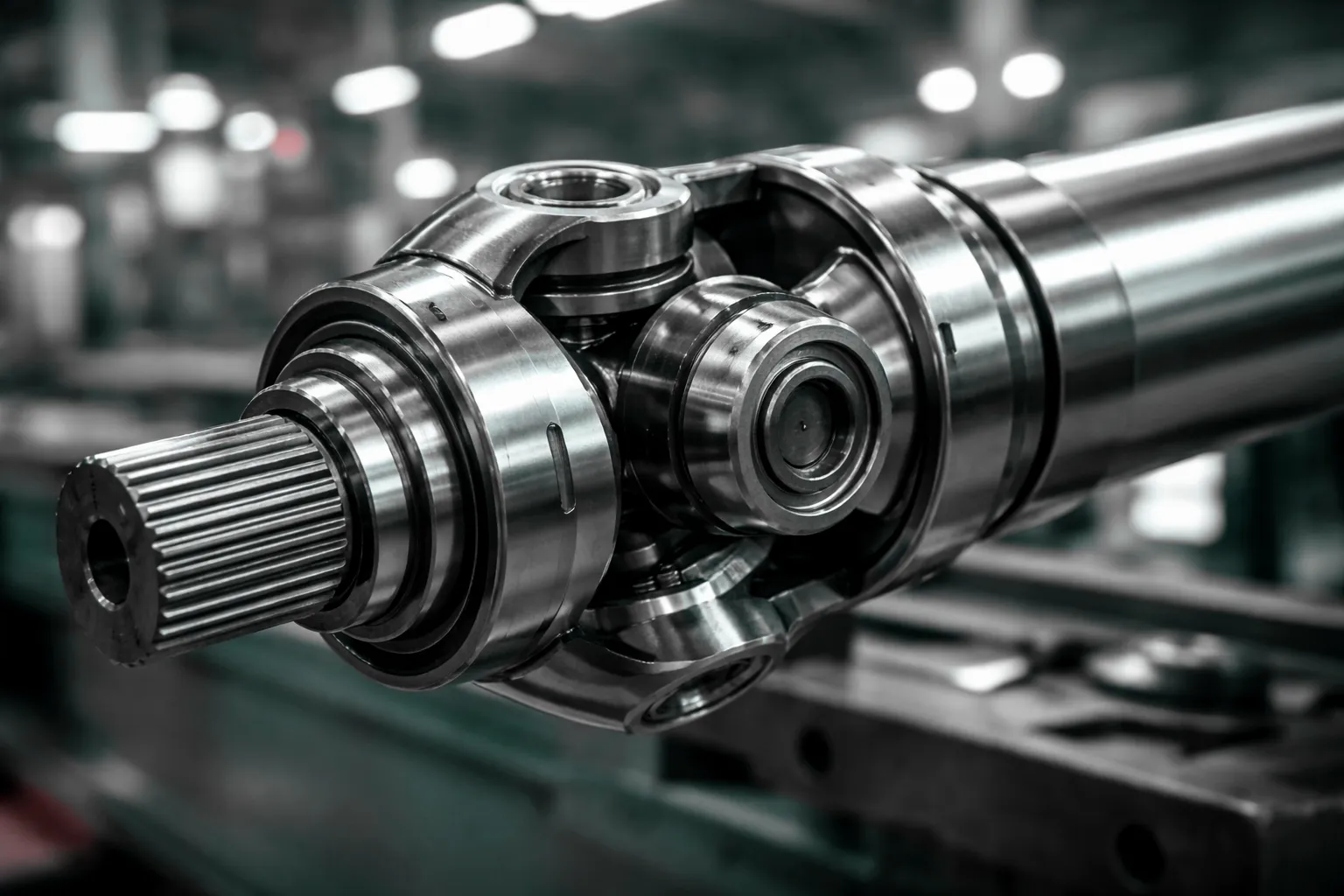
The Shaft as a Mechanical Filter
Rotor wear is inevitable. As hammers wear unevenly, the centre of mass shifts, creating radial runout. A rigid coupling would transfer these destructive vibrations directly to the motor bearings/gearbox output shaft. A properly specified Cardan shaft, with its double universal joint architecture, absorbs these radial displacements. It effectively functions as a mechanical low-pass filter, isolating the expensive drive train from the chaotic vibration of the crushing chamber.
Technical Specifications: Series 390 Heavy-Duty Mining Shafts
Below is a snapshot of the technical capabilities we engineer into our shafts. These parameters are critical for maintenance teams and procurement officers when specifying replacements for legacy equipment.
| Parameter ID | Specification / Feature | Metric Value | Imperial / Note |
|---|---|---|---|
| 01 | Nominal Torque (Tn) | 35,000 Nm | 25,800 lb-ft |
| 02 | Fatigue Torque (Tfat) | 18,500 Nm | Continuous Load |
| 03 | Breaking Torque (Static) | 110,000 Nm | Safety Factor 3.1 |
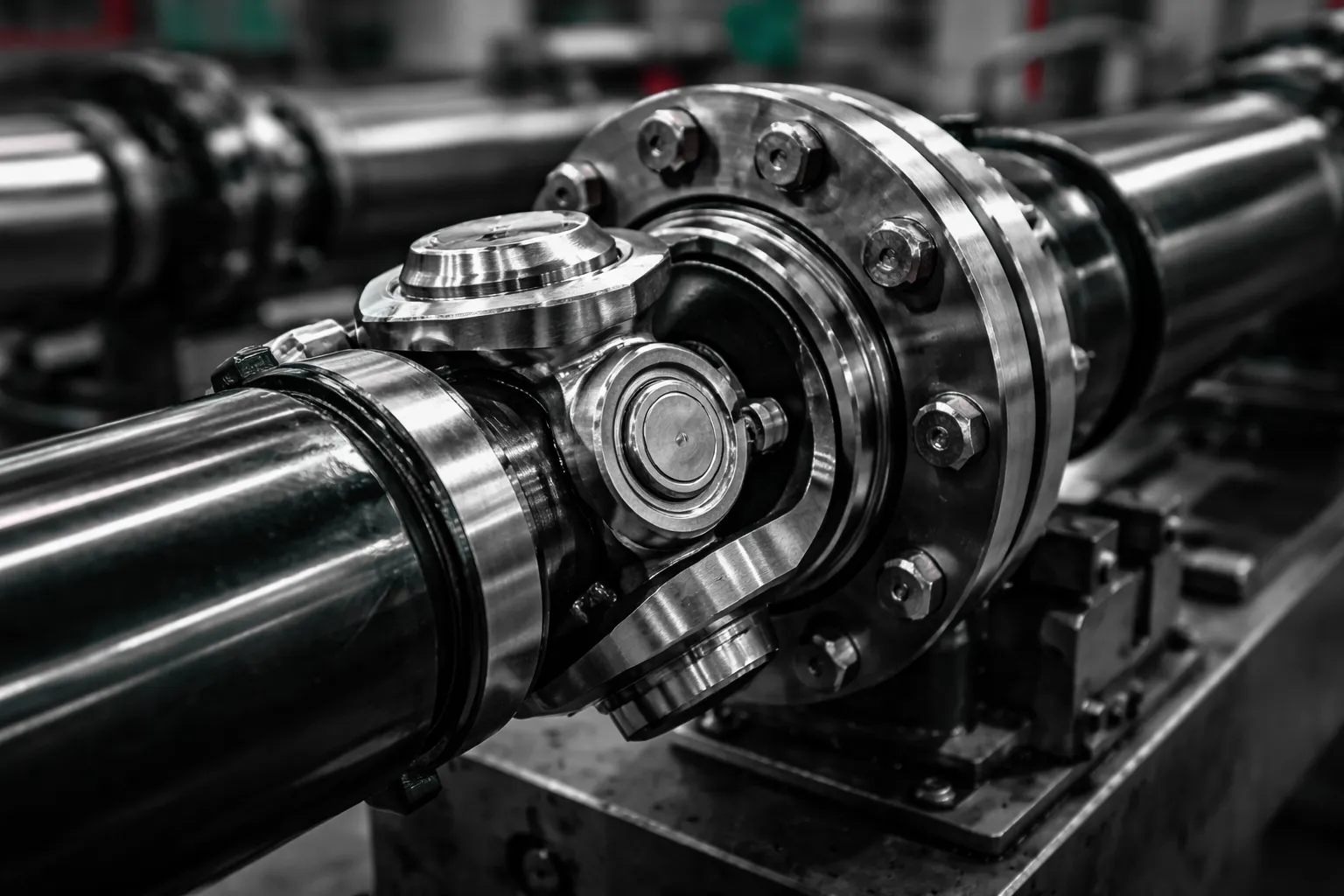
| 04 | Flange Diameter | 390 mm | DIN Standard |
| 05 | Number of Flange Holes | 10 | High Tensile Bolt M24 |
| 06 | Closed Length (Lc) | 1,850 mm | Customisable |
| 07 | Extension Stroke | 140 mm | Spline Travel |
| 08 | Max Articulation Angle | 15 Degrees | Per Joint |
| 09 | Rotational Speed (Max) | 2,200 RPM | Balanced G6.3 |
| 10 | Spline Type | Involute DIN 5480 | Hardened |
| 11 | Material Grade (Yoke) | 42CrMo4V | Forged Steel |
| 12 | Material Grade (Tube) | St52-3 / E355 | Seamless DOM |
| 13 | Cross Kit Hardness | 60-64 HRC | Case Hardened |
| 14 | Surface Treatment | Anti-Corrosion Epoxy | Ral 5010 Blue |
| 15 | Lubrication Interval | 250 Hours | EP2 Lithium Complex |
| 16 | Operating Temp Range | -20°C to +120°C | Standard Seals |
| 17 | Dynamic Balancing | ISO 1940-1 Grade Q6.3 | Verified |
| 18 | Weight (Approx) | 340 kg | Depending on length |
| 19 | Tube Wall Thickness | 12 mm | Heavy Wall |
| 20 | Torsional Stiffness | 3.5 MNm/rad | High Rigidity |
| 21 | Bearing Life (L10) | 5,000 Hours+ | @ 80% Load |
| 22 | Seal Type | Double Lip Nitrile | Dust Proof |
| 23 | Welding Certification | EN ISO 3834-2 | Certified Welders |
| 24 | Flange Spigot Depth | 6 mm | Precision Fit |
| 25 | Bolt Tightening Torque | 950 Nm | Use Torque Wrench |
| 26 | Spline Coating | Molybdenum Disulfide | Glide Coat |
| 27 | Grease Nipple Angle | 45 Degrees | Accessible |
| 28 | Spider Trunnion Diameter | 88 mm | Robust Core |
| 29 | Tube Diameter | 219 mm | O.D. |
| 30 | Safety Feature | Integrated Shear Pin (Opt) | Overload Protection |
| 31 | Certifications | CE, UKCA | Compliance |
The Challenge of Compactness: Mobile Crushing Plants
In mobile crushers (tracked equipment, commonly used in road recycling or small quarries), space is a major constraint for engineers. The connection clearance between the engine power take-off shaft (PTO) and the transfer case or hydraulic pump assembly is typically less than 400 mm.
This creates a geometric challenge: high angles + short lengths. In this configuration, the standard shaft is prone to overheating because the hinge angle forces the needle rollers to reciprocate rapidly within a small radius, resulting in localized indentations. We addressed this issue for UK mobile crusher OEMs by:
- Wide-Angle Yokes: Allowing up to 35 degrees of articulation for short durations.
- Centred Cross Kits: Where the lubrication channels are drilled through the trunnion centre to ensure centrifugal force assists grease flow to the needle tips, rather than fighting it.
- Maintenance-Free Composites: For hard-to-reach areas inside the chassis, we offer sealed-for-life variants using advanced tribological coatings.
Holistic Drive Train Solutions: Beyond the Shaft
A drive shaft never operates in isolation. It is the bridge between the prime mover and the gearbox. At UK pto-drive-shafts.com, we understand that a failure in the shaft often indicates an issue with the gearbox, or vice versa. Therefore, we design and manufacture Industrial Heavy-Duty Gearboxes that are perfectly mated to our shaft dynamics.
High-Torque Planetary and Helical Gearboxes
For the mining sector, we supply robust planetary reducers that complement the high-torque, low-speed requirements of apron feeders and ball mills.
Why pair our Gearbox with our Shaft?
- Input Shaft Matching: We machine the gearbox input shaft keyways and splines to the exact tolerance of our cardan shaft flanges, eliminating the “fretting corrosion” often seen when mixing suppliers.
- Harmonised Safety Factors: If we design the shaft to fail at 110kNm (safety fuse), we ensure the gearbox input pinion is rated for 130kNm. This “staged failure” philosophy ensures that the cheapest part breaks first, protecting your £20,000 gearbox.
- Common Lubrication Protocols: We simplify your maintenance schedule. Our gearboxes and open gearing solutions utilise compatible lubricants with our universal joints, reducing the inventory complexity in your stores.
From helical bevel units for conveyor drives to massive planetary drives for thickeners, we provide the complete kinetic chain.
Compliance in the UK: PUWER and HSE Guidelines
Operating heavy rotating machinery in the UK falls strictly under the Provision and Use of Work Equipment Regulations 1998 (PUWER). A spinning drive shaft is a potential killer. It is not enough to simply supply a shaft; the guarding and integration must be compliant.
We assist Safety Officers in quarries across the Midlands and Scotland by ensuring:
- Guarding Compatibility: Our shafts are designed to fit within standard CE/UKCA marked stationary guards. We can provide 3D CAD models to help you design the yellow guarding cages required by HSE inspections.
- Vibration Monitoring Points: We can machine specific lands on the shaft tube to accept telemetry rings or strobe stickers, allowing for safe condition monitoring from a distance, keeping personnel away from the danger zone.
- Documentation: Every shaft comes with a Declaration of Incorporation (DoI) and full material traceability certificates (3.1), essential for insurance audits in the event of an incident.
Client Pain Points & Engineering Dialogue
We often hear the same frustrations from Site Managers when we visit sites, whether it’s a recycling plant in East London or a slate mine in Wales.
Client Pain Point: “We keep snapping bolts on the flange connection. We’ve upgraded to Grade 12.9 bolts, but they still shear.”
Our Engineer’s Response: “This is a classic symptom of ‘micromovement’. Upgrading the bolt strength often makes it worse because the bolt loses ductility. The root cause is usually that the friction grip between the flange faces has been compromised by oil or rust. We recommend our Hirth Serration Flanges (face tooth connection). This mechanically locks the two faces together, removing the shear load from the bolts entirely. We implemented this for a client in Yorkshire and the bolt failures stopped overnight.”
Market Comparison & Compatibility
In the global market for industrial drivelines, names like GKN™, Comer Industries™, Dana™, and Voith™ are standards of excellence. Many of our customers operate machinery originally fitted with these reputable brands.
UK pto-drive-shafts.com offers a strategic alternative. We do not simply “copy”; we re-engineer based on local usage data.
- Availability: While global conglomerates may have lead times of 12-16 weeks for specialised spares, our UK-focused logistics often allow us to supply equivalent assemblies in 3-4 weeks.
- Customisation: We are willing to modify the length or spline configuration of a single unit to suit a retrofitted motor, a flexibility often unavailable from mass-production giants.
Disclaimer: All Original Equipment Manufacturer (OEM) names, part numbers, and descriptions (including but not limited to GKN, Comer, Dana, Voith, Spicer) are used for reference purposes only. UK pto-drive-shafts.com Co.,Ltd. is an independent manufacturer and is not affiliated with, endorsed by, or sponsored by these companies. Our parts are designed to be compatible replacements but are not genuine OEM parts unless explicitly stated.
Industry Update: The Shift to Green Mining
Recent trends in the UK mining industry indicate an accelerating pace of electrification in mobile crushing equipment. This shift from diesel-hydraulic to diesel-electric or all-electric drive alters the torque curve transmitted to the drive shaft. Compared to the progressive torque curve of a diesel engine, an electric motor delivers torque instantaneously (zero-speed torque), resulting in significantly higher “start-up” stress on the universal joint. We are currently promoting our new “E-Drive Ready” series of drive shafts, featuring reinforced transverse journals specifically designed to handle these instantaneous electric torque peaks and prevent indentation damage.
Frequently Asked Questions
- Q: How do I measure a shaft for a replacement if the old one is broken?
- A: Do not measure the total length of the broken pieces. Instead, measure the distance between the mounting faces of the flanges on the machine (Compressed Length capability) and the Flange Diameter. We can calculate the rest.
- Q: Can you refurbish my existing shaft?
- A: Yes. For large shafts (flange >250mm), refurbishment is often cost-effective. We strip the unit, crack-test the yokes using magnetic particle inspection, replace the cross kits, and dynamically re-balance the assembly.
Ready to Secure Your Production Line?
Don’t let a £500 component halt a £5,000/hour production line. Contact our Suffolk engineering team today.
UK pto-drive-shafts.com Co.,Ltd.
Address: Bury St Edmunds, Suffolk IP32 7LX, UK
Email: [email protected]
edit by gzl























