Baş Mühendisin Masasından
“Geçtiğimiz kış, Derbyshire'da bir müşterimizin ana darbeli kırıcılarında tekrarlayan mil kırılmaları yaşadığı bir tesisi denetledik. Sorun, çeliğin kalitesi değil, burulma titreşim rezonansıydı. Önceki miller çok sertti. Kritik hızı kırma frekansından uzaklaştıran, özel olarak hesaplanmış bir burulma sertliğine sahip bir çözüm uyguladık. Sonuç? Altı ay boyunca sıfır arıza süresi. Bu sadece metal ile ilgili değil; kırdığınız taşın dinamikleriyle ilgili.”
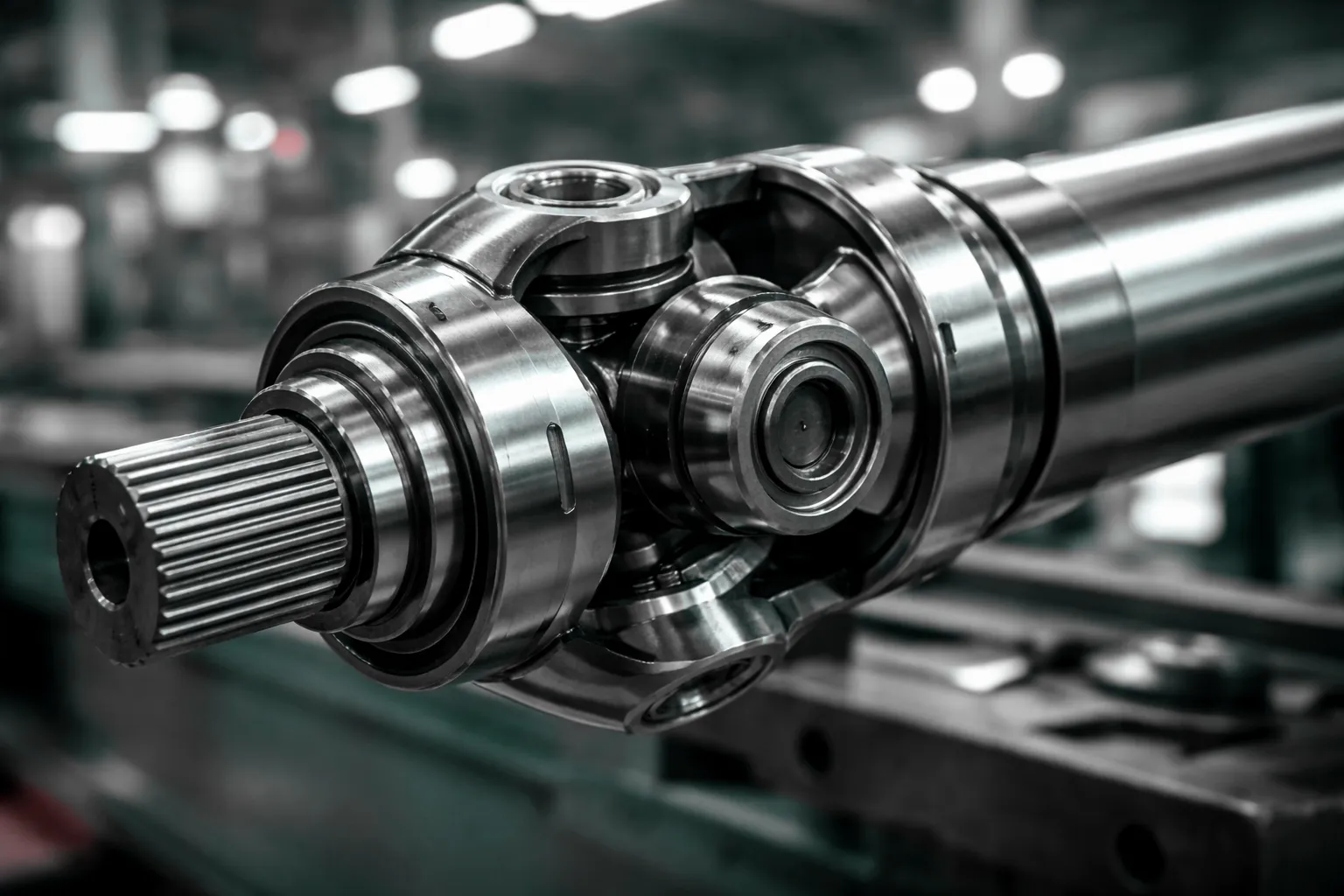
Yıkımın Fiziği: Çekiç ve Darbeli Kırıcı Tahrik Sistemleri
Çimento üretiminin temel süreci maden ocağının ön cephesinde başlar. Burada, kayaları öğütülebilir granüllere indirgemekle görevli makineler, tüm tesisteki en aşırı mekanik darbelere maruz kalır. Tahrik mili, bu aşamanın görünmez kahramanıdır.
“Bit-Sıkışması” Fenomeniyle Başa Çıkmak
Çekiçli kırıcılar ve darbeli kırıcılar, çalışmak için yüksek hızlı dönme ataletine dayanır. Besleme değiştiğinde—örneğin, bir yükleyici ıslak kil ve sert kireçtaşı karışımını boşalttığında—rotor önemli tork dalgalanmaları yaşar. Mühendislikte, bu dalgalanmaları hesaplamak için bir hizmet faktörü (K) kullanırız. Standart bir konveyörün K değeri 1,5 olabilirken, İngiltere'deki taş ocaklarındaki çekiçli kırıcılar 3,0 ila 5,0 arasında bir hizmet faktörüne ihtiyaç duyar.
Şaftlarımız tek parça bir bağlantı tasarımına sahiptir. Yüksek merkezkaç kuvvetleri altında ayrılabilen bölünmüş yatak yuvalarının aksine, dövme alaşımlı çelik bağlantı parçalarımız (tipik olarak 42CrMo4 veya üzeri) tek parçadır. Bu, kırıcıda bir "sıkışma" veya metal girişi durumunda, emniyet pimi (belirlenmiş koruyucu eleman) devreye girene kadar şaft bütünlüğünün korunmasını sağlayarak 50.000 £ değerindeki motorunuzu korur.
Milin Mekanik Filtre Olarak İşlevi
Rotor aşınması kaçınılmazdır. Çekiçler düzensiz aşındıkça, kütle merkezi kayar ve radyal salınım oluşur. Rijit bir kaplin, bu yıkıcı titreşimleri doğrudan motor yataklarına/dişli kutusu çıkış miline aktarır. Çift üniversal mafsal mimarisine sahip, uygun şekilde tasarlanmış bir kardan mili, bu radyal yer değiştirmeleri emer. Etkili bir şekilde mekanik bir alçak geçiş filtresi görevi görerek, pahalı tahrik sistemini kırma odasının kaotik titreşiminden izole eder.
Teknik Özellikler: Seri 390 Ağır Hizmet Maden Kuyuları
Aşağıda, şaftlarımıza entegre ettiğimiz teknik yeteneklerin bir özeti yer almaktadır. Bu parametreler, bakım ekipleri ve satın alma yetkilileri için eski ekipmanların yerine geçecek ekipmanları belirlerken kritik öneme sahiptir.
| Parametre Kimliği | Özellik / Nitelik | Metrik Değer | İmparatorluk / Not |
|---|---|---|---|
| 01 | Nominal Tork (Tn) | 35.000 Nm | 25.800 lb-ft |
| 02 | Yorgunluk Torku (Tfat) | 18.500 Nm | Sürekli Yük |
| 03 | Frenleme Torku (Statik) | 110.000 Nm | Güvenlik Faktörü 3.1 |
| 04 | Flanş Çapı | 390 mm | DIN Standard |
| 05 | Flanş Deliklerinin Sayısı | 10 | Yüksek Mukavemetli Cıvata M24 |
| 06 | Kapalı Uzunluk (Lc) | 1.850 mm | Özelleştirilebilir |
| 07 | Uzatma Vuruşu | 140 mm | Spline Seyahati |
| 08 | Maksimum Eklemleme Açısı | 15 Derece | Eklem Başına |
| 09 | Dönme Hızı (Maks.) | 2200 RPM | Dengeli G6.3 |
| 10 | Spline Tipi | İnvolüt DIN 5480 | Sertleştirilmiş |
| 11 | Malzeme Sınıfı (Yoke) | 42CrMo4V | Dövme Çelik |
| 12 | Malzeme Kalitesi (Boru) | St52-3 / E355 | Kusursuz DOM |
| 13 | Çapraz Kit Sertliği | 60-64 HRC | Sertleştirilmiş |
| 14 | Yüzey İşlemi | Korozyon Önleyici Epoksi | RAL 5010 Mavi |
| 15 | Yağlama Aralığı | 250 Saat | EP2 Lityum Kompleksi |
| 16 | Çalışma Sıcaklığı Aralığı | -20°C ila +120°C | Standart Contalar |
| 17 | Dinamik Dengeleme | ISO 1940-1 Kalite Q6.3 | Doğrulandı |
| 18 | Ağırlık (Yaklaşık) | 340 kg | Uzunluğa bağlı olarak |
| 19 | Boru Duvar Kalınlığı | 12 mm | Ağır Duvar |
| 20 | Burulma Rijitliği | 3,5 MNm/rad | Yüksek Rijitlik |
| 21 | Rulman Ömrü (L10) | 5.000 Saat+ | @ 80% Yükü |
| 22 | Mühür Tipi | Çift Dudaklı Nitril | Toz Geçirmez |
| 23 | Kaynak Sertifikası | EN ISO 3834-2 | Sertifikalı Kaynakçılar |
| 24 | Flanş Musluk Derinliği | 6 mm | Hassas Uyum |
| 25 | Cıvata Sıkma Torku | 950 Nm | Tork anahtarı kullanın |
| 26 | Spline Kaplama | Molibden Disülfit | Kaygan Kaplama |
| 27 | Gres Meme Açısı | 45 Derece | Erişilebilir |
| 28 | Örümcek Mil Çapı | 88 mm | Sağlam Çekirdek |
| 29 | Boru Çapı | 219 mm | OD |
| 30 | Güvenlik Özelliği | Entegre Kesme Pimi (Opsiyonel) | Aşırı Yük Koruması |
| 31 | Sertifikalar | CE, UKCA | Uyumluluk |
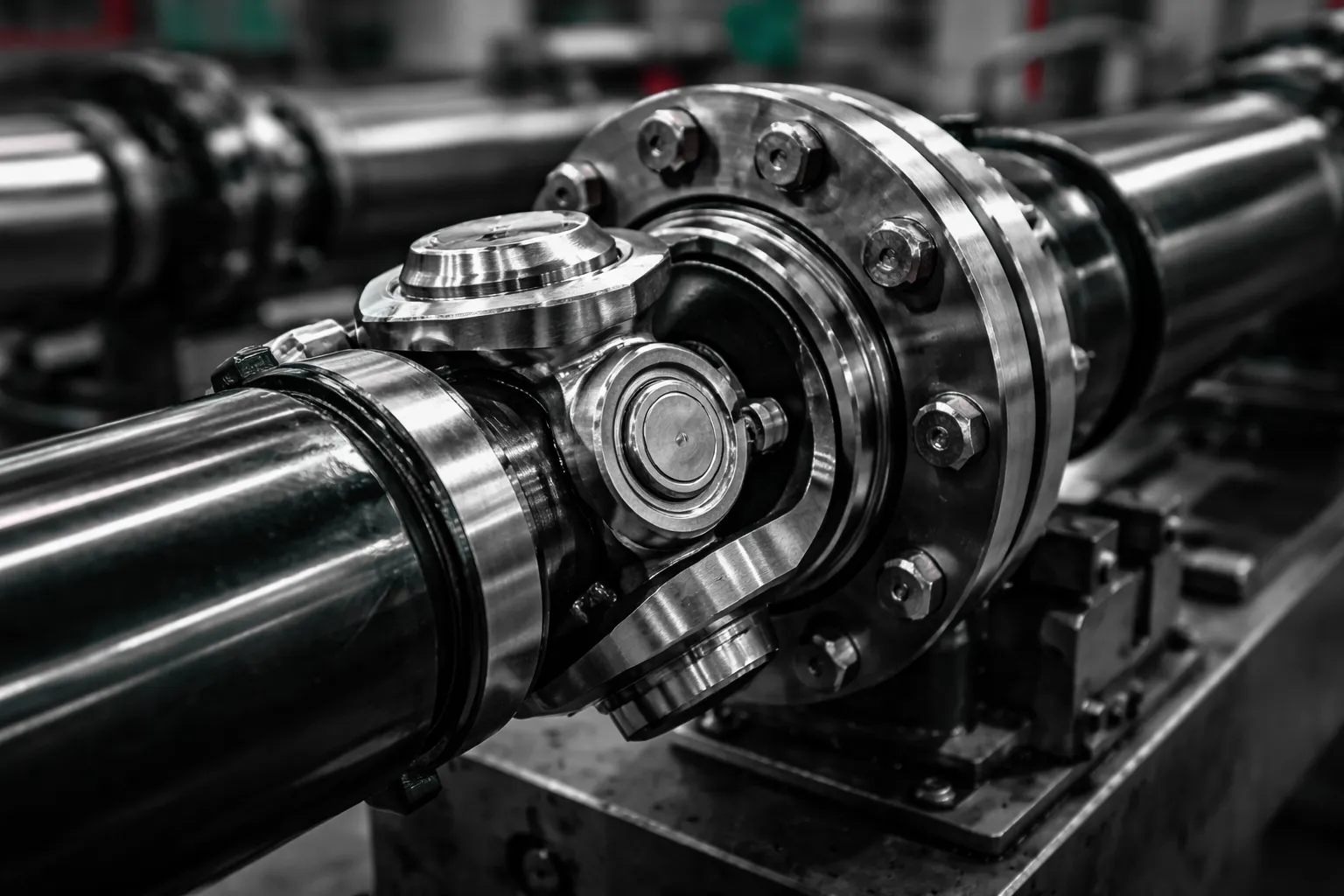
Kompaktlık Zorluğu: Mobil Kırma Tesisleri
Mobil kırıcı makinelerde (genellikle yol geri dönüşümünde veya küçük taş ocaklarında kullanılan paletli ekipmanlar), mühendisler için alan önemli bir kısıtlamadır. Motor güç çıkış mili (PTO) ile transfer kutusu veya hidrolik pompa tertibatı arasındaki bağlantı açıklığı tipik olarak 400 mm'den azdır.
Bu durum geometrik bir zorluk yaratıyor: yüksek açılar + kısa uzunluklar. Bu konfigürasyonda, menteşe açısı iğneli rulmanların küçük bir yarıçap içinde hızla ileri geri hareket etmesine neden olduğundan, standart şaft aşırı ısınmaya eğilimlidir ve bu da yerel girintilere yol açar. İngiltere'deki mobil kırıcı üreticileri için bu sorunu şu şekilde çözdük:
- Geniş Açılı Bağlantı Elemanları: Kısa süreliğine 35 dereceye kadar eklem hareketine olanak tanır.
- Merkezlenmiş Çapraz Kitler: Yağlama kanalları, merkezkaç kuvvetinin gres akışını iğne uçlarına doğru desteklemesini sağlamak için mil merkezinden açılmıştır, böylece akış engellenmez.
- Bakım Gerektirmeyen Kompozitler: Kasa içindeki ulaşılması zor alanlar için, gelişmiş tribolojik kaplamalar kullanan, ömür boyu sızdırmazlığa sahip varyantlar sunuyoruz.
Bütüncül Tahrik Sistemi Çözümleri: Şaftın Ötesinde
Tahrik mili asla tek başına çalışmaz. Ana tahrik motoru ile şanzıman arasında bir köprü görevi görür. UK pto-drive-shafts.com olarak, mildeki bir arızanın genellikle şanzımanda bir soruna işaret ettiğini veya tam tersinin de geçerli olduğunu anlıyoruz. Bu nedenle, mil dinamiklerimize mükemmel şekilde uyumlu Endüstriyel Ağır Hizmet Şanzımanları tasarlıyor ve üretiyoruz.
Yüksek Torklu Planet ve Helisel Dişli Kutuları
Madencilik sektörü için, önlük besleyicilerin ve bilyalı değirmenlerin yüksek torklu, düşük hızlı gereksinimlerini tamamlayan sağlam planet redüktörler tedarik ediyoruz.
Şanzımanımızı şaftımızla neden eşleştirmelisiniz?
- Giriş Mili Eşleştirme: Dişli kutusu giriş mili kamalarını ve yivlerini, kardan mili flanşlarımızın tam toleransına göre işliyoruz; böylece farklı tedarikçilerden ürün alındığında sıklıkla görülen "aşınma korozyonunu" ortadan kaldırıyoruz.
- Uyumlaştırılmış Güvenlik Faktörleri: Eğer mili 110 kNm'de (emniyet sigortası) kırılacak şekilde tasarlarsak, şanzıman giriş pinyonunun 130 kNm'ye kadar dayanıklı olmasını sağlarız. Bu "aşamalı arıza" felsefesi, en ucuz parçanın önce kırılmasını sağlayarak 20.000 sterlinlik şanzımanınızı korur.
- Genel Yağlama Protokolleri: Bakım programınızı basitleştiriyoruz. Dişli kutularımız ve açık dişli çözümlerimiz, üniversal mafsallarımızla uyumlu yağlayıcılar kullanarak depolarınızdaki stok karmaşıklığını azaltır.
Konveyör tahrikleri için helisel konik dişli ünitelerinden, kalınlaştırıcılar için devasa planet dişli tahriklerine kadar, eksiksiz kinetik zincir sağlıyoruz.
Birleşik Krallık'ta Uyumluluk: PUWER ve HSE Yönergeleri
Birleşik Krallık'ta ağır döner makinelerin kullanımı, 1998 tarihli İş Ekipmanlarının Sağlanması ve Kullanımı Yönetmeliği (PUWER) kapsamına girmektedir. tahrik mili Potansiyel bir ölümcül tehlikedir. Sadece bir şaft sağlamak yeterli değildir; koruma ve entegrasyonun da uyumlu olması gerekir.
Midlands ve İskoçya genelindeki taş ocaklarında görev yapan Güvenlik Görevlilerine aşağıdaki konularda yardımcı oluyoruz:
- Koruma Uyumluluğu: Şaftlarımız, standart CE/UKCA işaretli sabit koruma kafeslerine uyacak şekilde tasarlanmıştır. HSE denetimlerinin gerektirdiği sarı koruma kafeslerinin tasarımında size yardımcı olmak için 3D CAD modelleri sağlayabiliriz.
- Titreşim İzleme Noktaları: Mil borusu üzerinde telemetri halkaları veya flaşlı etiketler yerleştirmek için özel yüzeyler işleyebiliriz; bu sayede personelin tehlike bölgesinden uzak durmasını sağlayarak uzaktan güvenli durum izlemesi yapılabilir.
- Dokümantasyon: Her şaft, bir kuruluş beyanı (DoI) ve bir olay durumunda sigorta denetimleri için gerekli olan tam malzeme izlenebilirlik sertifikaları (3.1) ile birlikte gelir.
Müşteri Sorunları ve Mühendislik Diyaloğu
İster Doğu Londra'daki bir geri dönüşüm tesisi olsun, ister Galler'deki bir arduvaz madeni, şantiyeleri ziyaret ettiğimizde şantiye yöneticilerinden sık sık aynı hayal kırıklıklarını duyuyoruz.
Müşterinin Yaşadığı Sorun: “Flanş bağlantısındaki cıvatalar sürekli kırılıyor. 12.9 sınıfı cıvatalara geçtik ama yine de kırılıyorlar.”
Mühendisimizin Yanıtı: “Bu, 'mikrohareketin' klasik bir belirtisidir. Cıvata mukavemetini artırmak genellikle durumu daha da kötüleştirir çünkü cıvata sünekliğini kaybeder. Temel neden genellikle flanş yüzeyleri arasındaki sürtünme kavramasının yağ veya pas nedeniyle bozulmasıdır. Hirth Tırtıklı Flanşlarımızı (yüzey diş bağlantısı) öneriyoruz. Bu, iki yüzeyi mekanik olarak birbirine kilitler ve cıvatalardan gelen kesme yükünü tamamen ortadan kaldırır. Bunu Yorkshire'daki bir müşterimiz için uyguladık ve cıvata arızaları bir gecede durdu.”
Pazar Karşılaştırması ve Uyumluluk
Küresel endüstriyel tahrik sistemleri pazarında GKN™, Comer Industries™, Dana™ ve Voith™ gibi isimler mükemmellik standartları olarak kabul edilmektedir. Müşterilerimizin çoğu, orijinal olarak bu saygın markalarla donatılmış makineleri kullanmaktadır.
UK pto-drive-shafts.com stratejik bir alternatif sunuyor. Biz sadece "kopyalamıyoruz"; yerel kullanım verilerine dayanarak yeniden tasarlıyoruz.
- Mevcutluk: Küresel holdinglerin özel yedek parçalar için 12-16 haftalık teslim süreleri olabilirken, İngiltere merkezli lojistik ağımız sayesinde eşdeğer aksamları genellikle 3-4 hafta içinde tedarik edebiliyoruz.
- Özelleştirme: Yeni bir motora uyacak şekilde tek bir ünitenin uzunluğunu veya dişli konfigürasyonunu değiştirmeye hazırız; bu esneklik, seri üretim devlerinde genellikle bulunmaz.
Yasal Uyarı: Tüm Orijinal Ekipman Üreticisi (OEM) isimleri, parça numaraları ve açıklamaları (GKN, Comer, Dana, Voith, Spicer dahil ancak bunlarla sınırlı olmamak üzere) yalnızca referans amacıyla kullanılmıştır. UK pto-drive-shafts.com Co.,Ltd. Bağımsız bir üreticiyiz ve bu şirketlerle herhangi bir bağlantımız, onayımız veya sponsorluğumuz bulunmamaktadır. Parçalarımız uyumlu yedek parçalar olarak tasarlanmıştır, ancak açıkça belirtilmediği sürece orijinal OEM parçaları değildir.
Sektör Güncellemesi: Yeşil Madenciliğe Geçiş
Birleşik Krallık madencilik sektöründeki son trendler, mobil kırma ekipmanlarında elektrifikasyonun hızlandığını göstermektedir. Dizel-hidrolik sistemlerden dizel-elektrikli veya tamamen elektrikli tahrik sistemlerine geçiş, iletilen tork eğrisini değiştirir. tahrik miliDizel motorun kademeli tork eğrisine kıyasla, elektrik motoru torku anlık olarak (sıfır hız torku) iletir ve bu da üniversal mafsal üzerinde önemli ölçüde daha yüksek "başlangıç" gerilimine neden olur. Şu anda, bu anlık elektrik torku zirvelerini karşılamak ve girinti hasarını önlemek için özel olarak tasarlanmış güçlendirilmiş enine yataklara sahip yeni "E-Drive Ready" serisi tahrik millerimizi tanıtıyoruz.
Sıkça Sorulan Sorular
- S: Eski şaft kırılmışsa, yerine takılacak şaftın ölçüsünü nasıl alırım?
- A: Kırık parçaların toplam uzunluğunu ölçmeyin. Bunun yerine, makinedeki flanşların montaj yüzeyleri arasındaki mesafeyi (Sıkıştırılmış Uzunluk kapasitesi) ve Flanş Çapını ölçün. Gerisini biz hesaplayabiliriz.
- S: Mevcut şaftımı yenileyebilir misiniz?
- A: Evet. Büyük miller (flanş >250 mm) için yenileme genellikle maliyet açısından daha avantajlıdır. Üniteyi söküyoruz, manyetik parçacık muayenesi kullanarak bağlantı parçalarını çatlak testinden geçiriyoruz, çapraz kitleri değiştiriyoruz ve düzeneği dinamik olarak yeniden dengeliyoruz.
Üretim Hattınızı Güvence Altına Almaya Hazır mısınız?
500 sterlinlik bir parçanın saatte 5.000 sterlinlik bir üretim hattını durdurmasına izin vermeyin. Suffolk'taki mühendislik ekibimizle bugün iletişime geçin.
UK pto-drive-shafts.com Co.,Ltd.
Adres: Bury St Edmunds, Suffolk IP32 7LX, Birleşik Krallık
E-posta: [email protected]
gzl tarafından düzenlendi























