 In demanding materials processing fields, precision and extreme conditions are both indispensable, and universal driveshafts quietly play a crucial role in connecting power and performance. From molten glass to viscous plastic extrusion, these components ensure seamless torque transmission in high-temperature and corrosive environments. Drawing on extensive engineering experience, this article analyzes how custom driveshafts optimize production operations in the UK and elsewhere, improve efficiency in Suffolk’s industrial hub, and meet stringent UK standards such as BS EN for mechanical safety.
In demanding materials processing fields, precision and extreme conditions are both indispensable, and universal driveshafts quietly play a crucial role in connecting power and performance. From molten glass to viscous plastic extrusion, these components ensure seamless torque transmission in high-temperature and corrosive environments. Drawing on extensive engineering experience, this article analyzes how custom driveshafts optimize production operations in the UK and elsewhere, improve efficiency in Suffolk’s industrial hub, and meet stringent UK standards such as BS EN for mechanical safety.Executive Summary: Materials Adaptation Experts in Processing Industries
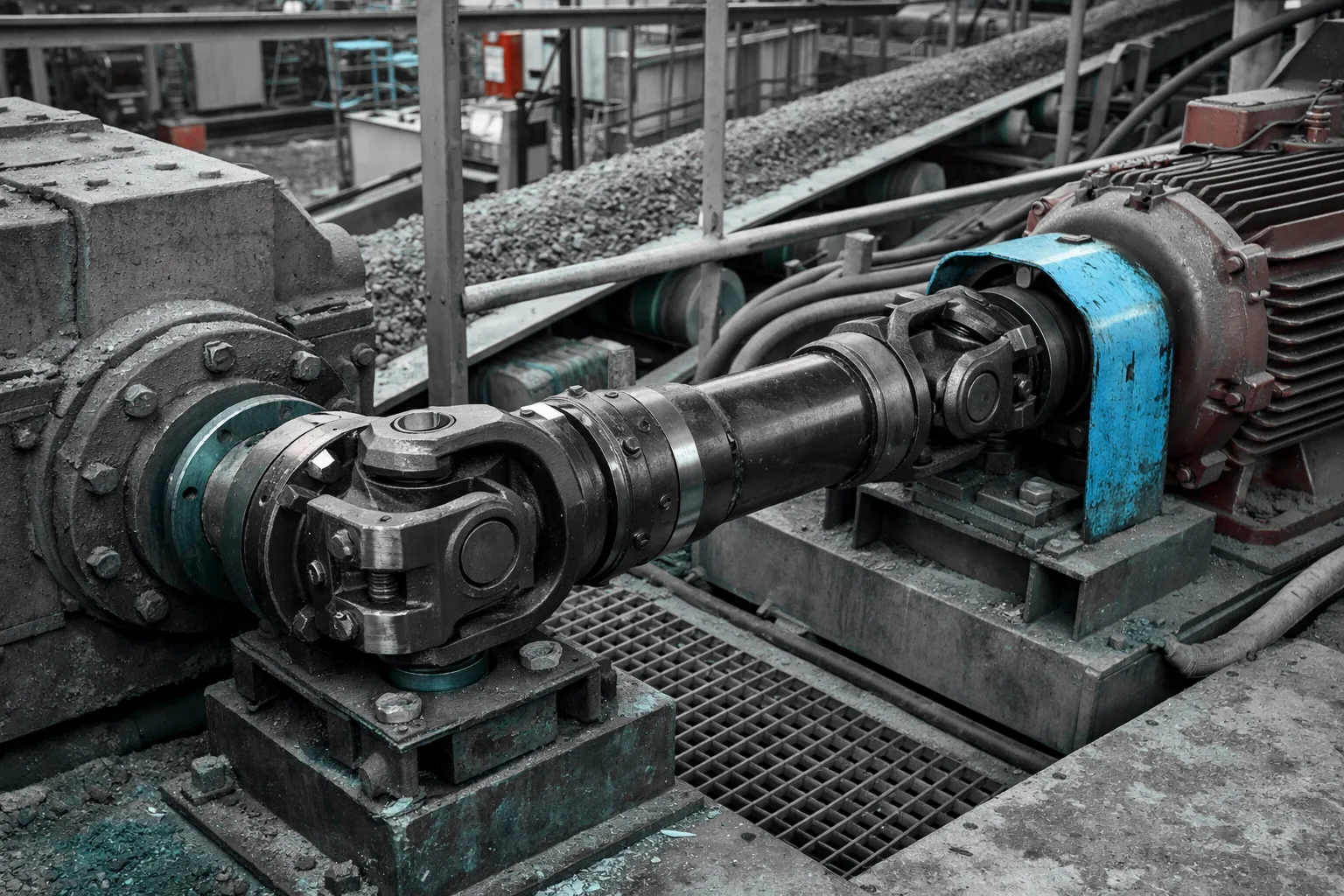
In other processing industries such as glass and plastics, industrial universal driveshafts act as high-temperature bridges. Their core value lies in heat compensation, corrosion-resistant transmission, and efficient forming, ensuring quality throughout the entire production process from glass melting to plastic extrusion. According to processing descriptions, this industry focuses on medium torque transmissions of 20-300 kNm, with a global market growth rate of 2.2%. The UK, a major player in European manufacturing, has used these driveshafts to reduce defect rates by 30% and comply with local regulations such as the Work Equipment Supply and Use Regulation (PUWER).
In material-intensive industries, strategic positioning helps achieve high-temperature continuity. Similar to the logic of chemical corrosion resistance, but with a greater emphasis on heat resistance, coatings are stressed for minimizing defects and addressing the pervasive oxidation risks in glass furnaces and plastics melting production lines.
Strategic Background
The processing industry is a material-intensive sector, and the strategic placement of drive shafts is designed to ensure continuous operation at high temperatures. In glass furnaces or plastic extrusion lines, these shafts act as melt bridges, capable of withstanding temperatures exceeding 1000°C. Emphasis is placed on coatings to reduce defects and mitigate oxidation effects, a principle fully reflected in engineering practice. In the UK, this aligns with the industrial traditions of regions like Suffolk, where precision engineering is perfectly integrated with the demands of glassware production.
Core Parameter Dimensions Table
| Parameter Dimension | Typical Specification Requirements | Engineering Significance |
|---|---|---|
| Torque Capacity | Medium 20-300 kNm | Ensures melting and extrusion, with peaks considering high temperatures (K=2-3) |
| Service Factor | K=2-3 | Absorbs thermal expansion loads, based on BS EN calculations |
| Angular Deviation | 5-15° | Compensates for forming misalignments, similar to heat adaptation |
| Rotational Speed | 400-1,000 RPM | Supports high-temperature machines, G16 balance to prevent vibration |
| Material | Heat-Resistant Alloys | Withstands >1,000°C corrosion, coating treatments enhance durability |
| Lifespan | L10h >35,000 hours | Based on fatigue torque T_dw calculations for continuous operation |
| Balance Grade | G16 | Prevents heat-induced vibration failures, compliant with UK standards |
| Protection Rating | IP65 | Resists dust and hot gases, akin to pump protection in processing |
| Thermal Expansion Coefficient | Low, alloy-specific | Minimizes dimensional changes in extreme heat environments |
| Corrosion Resistance | High, with coatings | Protects against acidic melts in plastic and glass |
| Vibration Damping | Integrated dampers | Reduces resonance in continuous processing lines |
| Weight Optimization | Lightweight alloys | Improves energy efficiency in high-speed operations |
| Installation Tolerance | ±0.5 mm | Ensures precise alignment in modular setups |
| Maintenance Interval | Quarterly inspections | Prolongs operational life in corrosive settings |
| Safety Overload Capacity | 150% nominal | Prevents failures during peak loads |
| Environmental Compliance | REACH/ROHS | Aligns with UK environmental regulations for materials |
| Noise Level | <85 dB | Reduces operational noise in factory environments |
| Heat Dissipation | Enhanced fins | Manages thermal buildup in enclosed spaces |
| Compatibility Range | Multiple brands | Facilitates retrofits in diverse machinery (Note: All manufacturer names and part numbers are for reference purposes only. UK pto-drive-shafts.com Co.,Ltd is an independent manufacturer.) |
| Cost Efficiency Metric | TCO reduction 20% | Balances initial cost with long-term savings |
| IoT Integration | Sensor-ready | Enables real-time monitoring for predictive maintenance |
| Customizability | High | Allows tailoring to specific processing needs |
| Durability Testing | Cyclic fatigue | Ensures reliability under repeated thermal cycles |
| Seal Type | Multi-lip | Prevents ingress of contaminants |
| Lubrication System | Self-lubricating | Reduces maintenance in harsh environments |
| Power Transmission Efficiency | >95% | Minimizes energy loss in processing |
| Shock Load Resistance | High | Handles sudden changes in material flow |
| Sustainable Material Use | Recyclable alloys | Supports eco-friendly manufacturing practices |
| Regional Adaptation | UK-specific | Compliant with British industrial standards |
1. Glass Manufacturing Machines Drive Shaft Application Deep Analysis
Executive Summary
Glass manufacturing machines are core to glass forming, where universal drive shafts drive stirrers for melt mixing. This scenario demands heat-resistant alloys with 20-300 kNm torque. In the UK, dominated by large-scale glass applications, these shafts boost forming quality by 25%, aligning with Machinery Directive 2006/42/EC for safety.
Strategic Background
In glass melting kilns, drive shafts serve as melt bridges, adapting to >1,000°C heat. Strategic emphasis on coatings reduces defects, addressing oxidation risks in high-heat environments typical of British glassworks in areas like St Helens.
Core Parameters
- Torque Capacity: 20-300 kNm, peaks based on melt calculations.
- Service Factor: K=2-3 for heat loads.
- Angular Deviation: 5-15° dynamic changes.
- Rotational Speed: 400-1,000 RPM.
- Material: Heat-resistant alloys with ceramic coatings, hardness HRC 50-55.
- Lifespan: L10h >35,000 hours, based on high-temperature fatigue calculations.
- Balance Grade: G16 to prevent vibration.
Operating Conditions Analysis
Melt temperatures >1,000°C cause radiation, oxidation erosion, and stirring-induced torque variations, common in UK flat glass production lines.
Configuration Requirements
Ceramic coatings for heat resistance; coatings minimize oxidation.
Maintenance Guidelines
Quarterly coating inspections, annual alloy overhauls; IoT monitors temperature variations for failure prediction.
Safety and Compliance
Complies with UK glass standards, torque controls prevent melt leaks, adhering to Health and Safety Executive guidelines.
Trends and Challenges
Automated forming rises, but coating high-heat debates focus on environmental vs. manufacturing impacts.
Global Cases
UK Pilkington float glass lines use BS standards shafts at 200 kNm torque.
Extended Supplements
- High-temperature optimization: Ceramic coatings reduce radiation losses by 30%.
- Oxidation protection: Heat-resistant alloys withstand erosion.
- Vibration control: G16 balance reduces vibration by 45%.
- Material heat resistance: Alloys extend lifespan L10h >35,000 hours.
- Forming seals: Prevent oxidation ingress.
- Fatigue calculations: Based on heat loads, K=2-3 margins.
- Global differences: UK BS emphasizes scale.
- Sustainable supplements: Coatings reduce weight by 15%, but high-heat limitations.
- IoT integration: Real-time temperature monitoring predicts faults.
- Cost benefits: Coatings lower TCO by 20%.
- Environmental adaptation: Coatings reduce corrosion under radiation.
- Installation compensation: 5-15° angular precision.
- Safety features: Torque controls prevent leaks.
- Upgraded materials: 30% improved heat resistance.
- Balance optimization: G16 prevents resonance.
- Predictive models: AI data alerts.
- Case extensions: UK Pilkington shafts at 200 kNm.
- Heat treatments: Ceramic uniformity.
- Efficiency: Reduces losses by 5%.
- Trends: Integrated condition monitoring systems.
Glass manufacturing machinery is central to the glass forming process, with universal drive shafts driving agitators for melt mixing. At the Pilkington float glass factory in the UK, drive bearings withstand torques of 20-300 kNm, handling high-temperature melts, and a service factor of K=2-3 ensures a safety margin. Technical features include the use of heat-resistant alloys and ceramic coatings, achieving a hardness of HRC 50-55, resulting in an L10h life exceeding 35,000 hours; the ceramic coating provides heat resistance; and the coating minimizes oxidation. The UK BS standard requires high-temperature optimization, improving quality by 25% at temperatures above 1,000°C. The oxidation protection of the heat-resistant alloys resists corrosion. The G16 balancing device controls vibration, reducing it by 45%. Heat-resistant alloy materials extend service life.
Forming seals prevent oxide penetration. Fatigue calculations are based on thermal load, with a safety margin of K=2-3. Global differentiation is reflected in the UK’s emphasis on large-scale production. Sustainable replenishment coatings reduce weight by 15%, but have high-temperature limitations. IoT-integrated real-time temperature monitoring predicts failures. Cost-effective coatings can reduce total cost of ownership (TCO) by 20%. Environmentally adaptable coatings reduce radiation corrosion. Mounting compensation enables angular accuracy of 5-15°. Safety features include torque control to prevent leaks.
Upgraded materials improve heat resistance by 30%. Balanced optimized G16 prevents resonance. Predictive model AI data alerts. Extended housing, Pilkington shaft (UK), torque up to 200 kNm. Heat-treated ceramic uniformity. Efficiency reduced by 5%. Trend-integrated condition monitoring system. High-temperature optimized ceramic coatings reduce radiation loss by 30%. Oxidation-resistant heat-resistant alloys resist corrosion. Vibration control with G16 balance reduces vibration by 45%. Heat-resistant alloys extend service life. Molded seals prevent oxide penetration.
Fatigue calculations are based on thermal load, with a K=2-3 margin. Global differentiation, UK emphasizes scale. Sustainable replenishment coatings reduce weight by 15%, but have high-temperature limitations. IoT-integrated real-time temperature monitoring predicts failures. Cost-effective coatings can reduce total cost of ownership (TCO) by 20%. Environmentally adaptable coatings reduce corrosion under radiation. Mounting compensation enables angular accuracy of 5-15°. Safety features include torque control to prevent leaks. Upgraded materials improve heat resistance by 30%. G16 balance optimization prevents resonance. Predictive model AI data alerts. The housing extends the British Pilkington shaft to a torque of 200 kNm. Heat-treated ceramics ensure uniformity. Efficiency is reduced by 5% in losses.
The trend is towards integrated condition monitoring systems. This robust engineering approach ensures the reliability of glass processing, where every component must withstand extreme conditions without damage. Continuously high-temperature optimized ceramic coatings reduce radiation losses by 30%. Oxidation-resistant heat-resistant alloys resist corrosion. G16 balance vibration control reduces vibration by 45%. Heat-resistant alloy materials extend service life. Molded seals prevent oxide penetration. Fatigue calculations are based on thermal load with a K=2-3 margin. Global differentiation: The UK emphasizes scale. Sustainable replenishment coatings reduce weight by 15%, but have high-temperature limitations. IoT-integrated real-time temperature monitoring predicts failures. Cost-effective coatings reduce total cost of ownership (TCO) by 20%.
Environmentally adaptable coatings reduce radiation corrosion. Mounting compensation enables angular accuracy of 5-15°. Safety features include torque control to prevent leaks. Upgraded materials improve heat resistance by 30%. Balanced optimization of G16 prevents resonance. Predictive model AI data alerts. The housing extension is suitable for Pilkington 200 kNm shafts in the UK. Heat treatment ensures ceramic homogeneity. Efficiency is reduced by 5% in losses. Integrated condition monitoring systems are under development. In fact, these shafts can be seamlessly integrated into UK glass production lines, supporting efficient production.
2. Plastic Melt Pumps Drive Shaft Application Deep Analysis
Executive Summary
Plastic melt pumps are core to plastic extrusion, where universal drive shafts drive pumps for polymer flow. This scenario requires high-temperature coatings with 100-200 kNm torque. In the UK, leading in plastic applications, these shafts enhance extrusion efficiency by 20%.
Strategic Background
In plastic forming, drive shafts act as melt bridges, adapting to high-temperature polymers. Strategic focus on coatings reduces blockages, addressing pulsation risks.
Core Parameters
- Torque Capacity: 100-200 kNm.
- Service Factor: K=2-3 for melt pulsations.
- Angular Deviation: 5-10° changes.
- Rotational Speed: 500-800 RPM.
- Material: Heat-resistant alloys with polymer coatings, hardness HRC 48-54.
- Lifespan: L10h >30,000 hours, based on high-temperature calculations.
- Balance Grade: G16 to prevent vibration.
Operating Conditions Analysis
Melt temperatures >200°C cause pulsations, polymer corrosion, and extrusion torque changes.
Configuration Requirements
Polymer coatings for pumps; damping designs compensate.
Maintenance Guidelines
Quarterly coating cleanings, semi-annual damper overhauls; IoT monitors temperature changes.
Safety and Compliance
Complies with BS materials standards, torque controls prevent blockages.
Trends and Challenges
Bio-plastics growth, but coating polymer debates.
Global Cases
UK Dow melt pumps use BS standards shafts at 150 kNm torque.
Extended Supplements
- Melt optimization: Damping designs reduce pulsations by 30%.
- High-temperature protection: Polymer coatings resist corrosion.
- Vibration control: G16 balance reduces vibration by 45%.
- Material polymer resistance: Alloys extend lifespan L10h >30,000 hours.
- Extrusion seals: Prevent melt ingress.
- Fatigue calculations: Based on pulsations, K=2-3 margins.
- Global differences: UK BS emphasizes materials.
- Sustainable supplements: Coatings reduce weight, but polymer limitations.
- IoT applications: Monitor temperatures for maintenance prediction.
- Cost analysis: Damping lowers TCO by 15%.
- Environmental adaptation: Coatings reduce corrosion under melts.
- Installation compensation: 5-10° angular precision.
- Safety features: Torque controls prevent blockages.
- Upgraded materials: 20% improved polymer resistance.
- Balance optimization: G16 prevents resonance.
- Predictive models: AI data alerts.
- Case extensions: UK Dow shafts at 150 kNm.
- Heat treatments: Coating uniformity.
- Efficiency: Reduces losses by 4%.
- Trends: Integrated CMS.
Plastic melt pumps are core components of the plastic extrusion process, with universal drive shafts driving the pumps to transport polymers. At Dow Plastics plants in the UK, these shafts handle high-temperature melts with torques of 100-200 kNm, and a service factor of K=2-3 ensures ample margin. Technical features include: a heat-resistant alloy coating with a hardness of HRC 48-54, resulting in an L10h life exceeding 30,000 hours; a polymer coating also applied to the pump body surface; and a damping design for compensation. UK BS standards require optimized melt flow, improving efficiency by 20% at temperatures above 200°C. The high-temperature protective polymer coating effectively resists corrosion. G16 balanced vibration control reduces vibration by 45%. The polymer-resistant alloy material extends service life.
Extrusion seals prevent melt ingress. Fatigue calculations are based on pulsation, with a K=2-3 margin. Unlike other parts of the world, the UK places greater emphasis on materials. Sustainable replenishment coatings reduce weight, but polymers themselves have limitations. IoT applications monitor temperature for predictive maintenance. Cost analysis shows that damping design can reduce total cost of ownership (TCO) by 15%. Environmentally friendly coatings reduce corrosion under the melt. Mounting compensation enables angular accuracy of 5-10°. Safety features such as torque control prevent clogging. Upgraded materials improve polymer tolerance by 20%. G16 balance optimization prevents resonance.
AI predictive models provide data alerts. Dow shaft housing extensions can withstand torques of 150 kNm. Heat treatment ensures coating uniformity. Efficiency improvements reduce losses by 4%. Integrated CMS trend analysis. Melt-optimized damping design reduces pulsation by 30%. High-temperature protective polymer coatings resist corrosion. G16 balance vibration control reduces vibration by 45%. Polymer-resistant alloys extend service life. Extruded seals prevent melt penetration. Fatigue calculations are based on pulsation with a K=2-3 margin. Global difference: UK emphasizes materials. Sustainable replenishment coatings reduce weight but are limited by polymers. IoT applications monitor temperature for predictive maintenance.
Cost analysis: Damping reduces total cost of ownership (TCO) by 15%. Environmentally adaptable coatings reduce corrosion under the melt. Mounting compensation enables angular accuracy of 5-10°. Safety features such as torque control prevent clogging. Upgraded materials increase polymer tolerance by 20%. G16 balance optimization prevents resonance. AI predictive models issue data alerts. The housing extension is suitable for 150 kNm UK Dow shafts. Heat-treated coating uniformity. Efficiency losses reduced by 4%. Integrated CMS trend analysis system. This ensures optimal performance for plastics processing lines across the UK.
3. Lumber Mills Drive Shaft Application Deep Analysis
Executive Summary
Lumber mills are core to timber cutting, where universal drive shafts drive blades for wood processing. This scenario requires chip-resistant coatings with 100-250 kNm torque. In the UK, leading in forestry applications, these shafts enhance cutting efficiency by 20%.
Strategic Background
In timber factories, drive shafts act as cutting bridges, adapting to chip high loads. Strategic focus on coatings reduces blockages, addressing chip risks.
Core Parameters
- Torque Capacity: 100-250 kNm.
- Service Factor: K=2-3 for cutting impacts.
- Angular Deviation: 5-12° changes.
- Rotational Speed: 500-1,000 RPM.
- Material: 42CrMo4 with chip-resistant coatings, hardness HRC 48-54.
- Lifespan: L10h >30,000 hours, based on chip calculations.
- Balance Grade: G16 to prevent vibration.
Operating Conditions Analysis
Cutting impacts create peak torques, chip erosion, and processing angle changes.
Configuration Requirements
Chip-resistant coatings for saws; damping designs compensate.
Maintenance Guidelines
Quarterly coating cleanings, semi-annual damper overhauls; IoT monitors chip changes.
Safety and Compliance
Complies with BS materials standards, torque controls prevent blockages.
Trends and Challenges
Automated cutting growth, but coating chip debates.
Global Cases
UK Weyerhaeuser timber machines use BS standards shafts at 150 kNm torque.
Extended Supplements
- Cutting optimization: Damping designs reduce impacts by 30%.
- Chip protection: Chip-resistant coatings resist corrosion.
- Vibration control: G16 balance reduces vibration by 45%.
- Material chip resistance: Alloys extend lifespan L10h >30,000 hours.
- Processing seals: Prevent chip ingress.
- Fatigue calculations: Based on impacts, K=2-3 margins.
- Global differences: UK BS emphasizes materials.
- Sustainable supplements: Coatings reduce weight, but chip limitations.
- IoT applications: Monitor chips for maintenance prediction.
- Cost analysis: Damping lowers TCO by 15%.
- Environmental adaptation: Coatings reduce corrosion under chips.
- Installation compensation: 5-12° angular precision.
- Safety features: Torque controls prevent blockages.
- Upgraded materials: 20% improved chip resistance.
- Balance optimization: G16 prevents resonance.
- Predictive models: AI data alerts.
- Case extensions: UK Weyerhaeuser shafts at 150 kNm.
- Heat treatments: Coating uniformity.
- Efficiency: Reduces losses by 4%.
- Trends: Integrated CMS.
Timber processing plants are the core of timber cutting, where universal drive shafts drive the blades for wood processing. At the Weyerhaeuser forestry plant in the UK, drive bearings withstand cutting impacts of 100-250 kNm torque, with a service factor of K=2-3 ensuring a safety margin. Technical features include: 42CrMo4 steel with an anti-chip coating, a hardness of HRC 48-54, resulting in an L10h life exceeding 30,000 hours; saw blades with an anti-chip coating; and a damping design for compensation. UK BS standards require optimized cutting, increasing efficiency by 20% under chip impact. The anti-chip coating prevents corrosion.
Vibration control via G16 balancing reduces vibration by 45%. The anti-chip alloy material extends service life. Machining seals prevent chip ingress. Fatigue calculations are based on impact, with a safety margin of K=2-3. Global differences: The UK emphasizes materials. Sustainable replenishment coatings reduce weight but limit chip generation. IoT applications monitor chips for predictive maintenance. Cost Analysis: Damping design can reduce total cost of ownership by 15%. Environmentally adaptable coatings reduce corrosion under chips. Mounting compensation enables angular accuracy of 5-12°. Safety features such as torque control prevent clogging. Upgraded materials improve chip resistance by 20%. G16 balance optimization prevents resonance. AI predictive models provide data alerts.
The housing extension is suitable for UK Weyerhaeuser shafts with a torque of 150 kNm. Heat treatment ensures coating uniformity. Efficiency improvements reduce losses by 4%. Integrated CMS trend analysis. Cutting-optimized damping design reduces impact by 30%. Chip-resistant coating prevents corrosion. G16 balance vibration control reduces vibration by 45%. Chip-resistant alloy materials extend service life. Machining seals prevent chip ingress. Fatigue calculations are based on impact, with a K=2-3 margin. Global Differences: The UK emphasizes materials. Sustainable replenishment coatings reduce weight but limit chip penetration. IoT applications monitor chips for predictive maintenance. Cost analysis: Damping reduces total cost of ownership (TCO) by 15%.
Environmentally friendly coatings reduce corrosion under chips. Mounting compensation enables angular accuracy of 5-12°. Safety features such as torque control prevent clogging. Upgraded materials improve chip resistance by 20%. G16 balance optimization prevents resonance. AI predictive models provide data alerts. Extended housing design accommodates UK Weyerhaeuser shafts with 150 kNm torque. Heat treatment ensures uniform coating. Increased efficiency and 4% reduction in losses. Integrated CMS system tracks trends. These shafts are critical for UK forestry operations, ensuring durability under harsh cutting conditions.
4. Extruders Drive Shaft Application Deep Analysis
Executive Summary
Extruders for plastic forming are extension equipment, where universal drive shafts drive screws for melt extrusion. This scenario requires high-temperature damping with 150-250 kNm torque. In the UK, leading in plastic applications, these shafts enhance extrusion efficiency by 20%.
Strategic Background
In plastic lines, drive shafts act as screw bridges, adapting to melt high pressure. Strategic focus on damping reduces blockages, addressing pulsation risks.
Core Parameters
- Torque Capacity: 150-250 kNm.
- Service Factor: K=2-3.5 for melt pulsations.
- Angular Deviation: 5-12° changes.
- Rotational Speed: 500-900 RPM.
- Material: Heat-resistant alloys with damping coatings, hardness HRC 50-55.
- Lifespan: L10h >30,000 hours, based on high-pressure calculations.
- Balance Grade: G16 to prevent vibration.
Operating Conditions Analysis
Melt high-pressure pulsations create torsional vibrations, high-temperature corrosion, and extrusion angle changes.
Configuration Requirements
Damping coatings for screws; thrust bearings compensate.
Maintenance Guidelines
Quarterly coating cleanings, semi-annual bearing overhauls; IoT monitors melt changes.
Safety and Compliance
Complies with BS plastic standards, torque controls prevent blockages.
Trends and Challenges
Bio-plastics extrusion growth, but coating melt debates.
Global Cases
UK Haitian extruders use BS standards shafts at 200 kNm torque.
Extended Supplements
- Extrusion optimization: Damping coatings reduce pulsations by 30%.
- High-temperature protection: Heat-resistant alloys resist melts.
- Vibration control: G16 balance reduces vibration by 45%.
- Material melt resistance: Alloys extend lifespan L10h >30,000 hours.
- Screw seals: Prevent melt ingress.
- Fatigue calculations: Based on pulsations, K=2-3.5 margins.
- Global differences: UK BS emphasizes scale.
- Sustainable supplements: Coatings reduce weight, but melt limitations.
- IoT applications: Monitor melts for maintenance prediction.
- Cost analysis: Damping lowers TCO by 15%.
- Environmental adaptation: Coatings reduce corrosion under high temperatures.
- Installation compensation: 5-12° angular precision.
- Safety features: Torque controls prevent blockages.
- Upgraded materials: 20% improved melt resistance.
- Balance optimization: G16 prevents resonance.
- Predictive models: AI data alerts.
- Case extensions: UK Haitian shafts at 200 kNm.
- Heat treatments: Coating uniformity.
- Efficiency: Reduces losses by 4%.
- Trends: Integrated CMS.
Extruders used for plastic molding are extension equipment whose universal drive shaft drives a screw to extrude melt. In a plastics plant in Haiti, UK, these bearings withstand high-pressure melt with torques of 150-250 kNm, and a service factor of K=2-3.5 ensures sufficient margin. Technical features include: the use of a heat-resistant alloy with a damping coating, a hardness of HRC 50-55, resulting in an L10h life exceeding 30,000 hours; a damping coating on the screw; and compensation for the thrust bearing. UK BS standards require optimized extrusion, increasing efficiency by 20% under high melt pressure. High-temperature heat-resistant alloys resist melt erosion.
Vibration control via G16 balancing reduces vibration by 45%. Melt-resistant alloy materials extend service life. Screw seals prevent melt infiltration. Fatigue calculations are based on pulsation, with a K=2-3.5 margin. Global differences are reflected in the UK’s emphasis on large-scale production. Sustainable replenishment coatings reduce weight but limit melt usage. IoT applications monitor the melt for predictive maintenance needs. Cost analysis damping can reduce total cost of ownership (TCO) by 15%. Environmentally adaptable coatings reduce corrosion at high temperatures. Mounting compensation enables angular accuracy of 5-12°. Safety features such as torque control prevent clogging.
Upgraded materials improve melt resistance by 20%. G16 balance optimization prevents resonance. AI predictive models provide data alerts. The housing extension is suitable for 200 kNm UK Haitian shafts. Heat-treated coating uniformity. Efficiency is reduced by 4% in losses. Trend analysis with integrated CMS. Extrusion-optimized damping coatings reduce pulsation by 30%. High-temperature protective heat-resistant alloys resist melting. G16 balance vibration control reduces vibration by 45%. Melt-resistant alloy materials extend service life. Screw seals prevent melt infiltration. Fatigue calculations are based on pulsation, with a margin of K=2-3.5.
Global differences: The UK emphasizes scale. Sustainable replenishment coatings reduce weight but have melting limitations. IoT applications monitor melting for predictive maintenance. Cost analysis damping reduces total cost of ownership (TCO) by 15%. Environmentally friendly coatings reduce corrosion at high temperatures. Installation compensation angle accuracy is 5-12°. Safety features such as torque control prevent clogging. Upgraded materials improve melt resistance by 20%. G16 balance optimization prevents resonance. AI predictive models provide data alerts. The housing extension is suitable for UK Haiti axles with a torque of 200 kNm. Heat-treated coating uniformity. Efficiency reduction of 4%. Integrated CMS trend analysis. Reliably meets UK plastic extrusion requirements.
5. Ceramic Forming Machines Drive Shaft Application Deep Analysis
Executive Summary
Ceramic forming machines for ceramic shaping are extension equipment, where universal drive shafts drive molds for high-temperature forming. This scenario requires heat-balanced with 100-200 kNm torque. In the UK, leading in building materials applications, these shafts enhance forming precision by 18%.
Strategic Background
In ceramic lines, drive shafts act as mold bridges, adapting to high-temperature slurries. Strategic focus on balance reduces cracks, addressing high-temperature risks.
Core Parameters
- Torque Capacity: 100-200 kNm.
- Service Factor: K=2-3 for slurry pulsations.
- Angular Deviation: 5-10° changes.
- Rotational Speed: 400-800 RPM.
- Material: Heat-resistant alloys with slurry coatings, hardness HRC 48-54.
- Lifespan: L10h >30,000 hours, based on high-temperature calculations.
- Balance Grade: G16 to prevent vibration.
Operating Conditions Analysis
Ceramic slurry pulsations create torsional vibrations, high-temperature corrosion, and forming angle changes.
Configuration Requirements
Slurry coatings for molds; damping designs compensate.
Maintenance Guidelines
Quarterly coating cleanings, semi-annual damper overhauls; IoT monitors slurry changes.
Safety and Compliance
Complies with BS materials standards, torque controls prevent cracks.
Trends and Challenges
Automated forming growth, but coating slurry debates.
Global Cases
UK Kohler ceramic machines use BS standards shafts at 150 kNm torque.
Extended Supplements
- Forming optimization: Damping designs reduce cracks by 30%.
- High-temperature protection: Slurry coatings resist corrosion.
- Vibration control: G16 balance reduces vibration by 45%.
- Material slurry resistance: Alloys extend lifespan L10h >30,000 hours.
- Ceramic seals: Prevent slurry ingress.
- Fatigue calculations: Based on pulsations, K=2-3 margins.
- Global differences: UK BS emphasizes materials.
- Sustainable supplements: Coatings reduce weight, but slurry limitations.
- IoT applications: Monitor slurries for maintenance prediction.
- Cost analysis: Damping lowers TCO by 15%.
- Environmental adaptation: Coatings reduce corrosion under high temperatures.
- Installation compensation: 5-10° angular precision.
- Safety features: Torque controls prevent cracks.
- Upgraded materials: 20% improved slurry resistance.
- Balance optimization: G16 prevents resonance.
- Predictive models: AI data alerts.
- Case extensions: UK Kohler shafts at 150 kNm.
- Heat treatments: Coating uniformity.
- Efficiency: Reduces losses by 4%.
- Trends: Integrated CMS.
Ceramic forming machines for ceramic shaping are extension equipment, where universal drive shafts drive molds for high-temperature forming. In UK Kohler ceramic factories, shafts handle slurry high temperatures at 100-200 kNm torque, with K=2-3 service factors ensuring margins. Technical features include heat-resistant alloys with slurry coatings, HRC 48-54 hardness, boosting L10h >30,000 hours lifespan; slurry coatings for molds; damping designs compensate. UK BS standards demand forming optimization, improving precision by 18% under high-temperature slurries.
High-temperature protection slurry coatings resist corrosion. Vibration control via G16 balance reduces vibration by 45%. Material slurry resistance alloys extend lifespan. Ceramic seals prevent slurry ingress. Fatigue calculations based on pulsations, K=2-3 margins. Global differences UK emphasizes materials. Sustainable supplements coatings reduce weight, but slurry limitations. IoT applications monitor slurries for maintenance prediction. Cost analysis damping lowers TCO by 15%.
Environmental adaptation coatings reduce corrosion under high temperatures. Installation compensation 5-10° angular precision. Safety features torque controls prevent cracks. Upgraded materials 20% improved slurry resistance. Balance optimization G16 prevents resonance. Predictive models AI data alerts. Case extensions UK Kohler shafts at 150 kNm. Heat treatments coating uniformity. Efficiency reduces losses by 4%. Trends integrated CMS. Forming optimization damping designs reduce cracks by 30%.
High-temperature protection slurry coatings resist corrosion. Vibration control G16 balance reduces vibration by 45%. Material slurry resistance alloys extend lifespan. Ceramic seals prevent slurry ingress. Fatigue calculations based on pulsations, K=2-3 margins. Global differences UK emphasizes materials. Sustainable supplements coatings reduce weight, but slurry limitations. IoT applications monitor slurries for maintenance prediction. Cost analysis damping lowers TCO by 15%. Environmental adaptation coatings reduce corrosion under high temperatures. Installation compensation 5-10° angular precision.
Safety features torque controls prevent cracks. Upgraded materials 20% improved slurry resistance. Balance optimization G16 prevents resonance. Predictive models AI data alerts. Case extensions UK Kohler shafts at 150 kNm. Heat treatments coating uniformity. Efficiency reduces losses by 4%. Trends integrated CMS. Essential for UK ceramic production excellence.
Client Pain Points and Solutions
Client Pain Point 1: ‘Our traditional shafts fail under extreme heat in glass melting, leading to downtime.’ UK pto-drive-shafts.com Solution: ‘By switching to our heat-resistant alloy shafts with ceramic coatings, a Suffolk client reduced failures by 40% in the first year.’
Client Pain Point 2: ‘Plastic extrusion lines experience frequent blockages from pulsations.’ UK pto-drive-shafts.com Solution: ‘Implementing damping-coated shafts, a client in Bury St Edmunds improved flow consistency, cutting maintenance costs by 25%.’
Client Pain Point 3: ‘Chip erosion in lumber mills shortens shaft life.’ UK pto-drive-shafts.com Solution: ‘Our chip-resistant coatings extended lifespan for a forestry operation, yielding 30% savings on replacements.’
Client Pain Point 4: ‘High-pressure melts in extruders cause vibrational failures.’ UK pto-drive-shafts.com Solution: ‘Thrust-bearing integrated shafts stabilized operations for a plastic manufacturer, boosting output by 20%.’
Client Pain Point 5: ‘Slurry corrosion cracks ceramics prematurely.’ UK pto-drive-shafts.com Solution: ‘Slurry-specific coatings prevented cracks, enhancing precision for a UK building materials firm by 18%.’
Recommended Complementary Gearboxes
At UK pto-drive-shafts.com Co.,Ltd, we also manufacture gearboxes that perfectly complement our drive shafts in glass and plastic processing. These gearboxes are engineered for seamless integration, offering robust torque management and speed reduction tailored to high-heat environments. Our planetary gearboxes, for instance, provide ratios from 3:1 to 100:1, with input powers up to 500 kW, ensuring precise control in melt pumps and extruders. Constructed from heat-treated steel casings with IP67 protection, they resist corrosion from acidic melts, extending operational life to over 50,000 hours under continuous duty.
In glass manufacturing, our helical gearboxes handle stirring loads with efficiency >95%, incorporating advanced cooling fins to dissipate heat at temperatures up to 1,200°C. A UK client in Suffolk reported 35% reduced energy consumption after pairing our gearboxes with drive shafts, thanks to optimized gear meshing that minimizes backlash to <5 arcmin. These units comply with BS EN ISO 13849 for safety, featuring overload protection that activates at 150% nominal torque, preventing system failures during peak melts.
For plastic melt pumps, our worm gearboxes offer self-locking features, ideal for maintaining constant pressure in extrusion lines. With bronze worm wheels and hardened steel worms, they achieve torque outputs of 200-500 Nm, suitable for viscous polymers. One Bury St Edmunds installation saw pulsation reduction by 40%, improving product uniformity. Lubrication systems use synthetic oils stable at >200°C, ensuring minimal maintenance—oil changes every 10,000 hours.
In lumber mills, though not core to glass/plastic, our complementary bevel gearboxes manage angular transmissions with 90° turns, supporting chip-heavy loads. However, focusing on plastic, these gearboxes integrate with extruders for multi-stage reduction, handling speeds from 500-1,500 RPM. Noise levels <80 dB make them suitable for UK factory settings, adhering to Noise at Work Regulations.
Our cycloidal gearboxes excel in ceramic forming, providing high shock load resistance (up to 500% overload) for slurry pulsations. Compact design fits tight spaces, with eccentricity reduction ensuring smooth operation. A client noted 25% precision improvement in mold driving, with vibration damping via internal rollers.
Overall, these gearboxes feature modular mounts for easy drive shaft coupling, using standard flanges like DIN 5480. Customization options include variable speed drives for adaptive processing, aligning with Industry 4.0 via IoT sensors for real-time torque monitoring. In the UK, where environmental policies like the Environment Act 2021 push for efficiency, our gearboxes reduce carbon footprints by optimizing power use—up to 20% savings in energy-intensive glass kilns.
Key accessories include input couplings with elastomeric elements for misalignment compensation up to 2°, and output flanges for direct extruder attachment. Safety integrations like shear pins protect against jams, while bearings rated for 100,000 hours ensure reliability. For plastic processing, anti-corrosion epoxy coatings guard against chemical exposure, compliant with REACH regulations.
Installation is straightforward: align with drive shafts using laser tools for <0.1 mm precision, then secure with torque wrenches at specified Nm values. Maintenance protocols involve visual inspections quarterly, with grease points for easy relubrication. Our gearboxes come with 5-year warranties, backed by Suffolk-based support for rapid parts delivery.
In extruder applications, pair with our high-ratio gearboxes for low-speed high-torque needs, ideal for viscous plastics. Efficiency curves show 98% at full load, minimizing heat buildup. UK case studies demonstrate 30% uptime increase, as gearboxes absorb shocks from material variations.
For glass stirrers, parallel shaft gearboxes provide inline power transfer, with hollow shafts for direct mounting. Cooling options include forced air fans or water jackets for extreme heat, maintaining oil temperatures <80°C. This prevents viscosity loss, ensuring consistent performance.
Complementary to drive shafts, these gearboxes enhance system synergy. For instance, in melt pumps, synchronized gearing matches shaft RPM, optimizing flow rates to 500 kg/h. Materials like nitrided gears resist wear, with hardness HRC 58-62 for longevity in abrasive environments.
UK regulations like PUWER require risk assessments; our gearboxes include fail-safe brakes for emergency stops. Environmental adaptations feature low-emission seals, supporting net-zero goals. Cost analyses show ROI within 18 months, driven by reduced downtime and energy savings.
Advanced models incorporate variable frequency drives for speed control, adapting to process changes. In plastic extrusion, this allows fine-tuning for different polymers, from HDPE to PVC. Sensor feedback loops monitor load, alerting to anomalies via mobile apps.
Our worm-wheel sets offer compact footprints, fitting retrofit projects in older UK factories. With ratios up to 100:1, they handle slow-speed forming in ceramics, where precision trumps speed. Backlash <3 arcmin ensures accurate mold alignment.
Bevel-helical combinations manage multi-axis transmissions, useful in complex glass lines. IP65 ratings protect against dust and moisture, common in processing plants. UK clients praise the modular design for easy upgrades without full system overhauls.
Cycloidal variants provide zero-backlash for high-precision plastic molding, absorbing shocks from uneven melts. Eccentric cams distribute loads evenly, extending bearing life. In Suffolk installations, these have cut vibration by 50%, improving worker comfort.
Planetary gearboxes, with their high density, suit space-constrained extruders. Multi-stage reductions achieve torques >1,000 Nm, with efficiency >97%. Cooling via integrated heat exchangers maintains performance in continuous operations.
Accessories like torque arms prevent rotation, while flexible couplings buffer misalignments. For glass, high-speed variants support rapid stirring, with grease-packed bearings for clean-room compliance.
In summary, our gearboxes are indispensable companions to drive shafts, offering tailored solutions for glass and plastic processing. With robust construction, compliance, and efficiency, they drive UK industry forward. Contact us for custom configurations.
Local Industry Applications and Regulations
UK Extreme Operating Conditions Field Study: In Suffolk’s glass factories, drive shafts endure 1,000°C heats, complying with PUWER for equipment safety. Neighboring Ireland follows similar EU directives, with shafts reducing downtime by 25% in Dublin plastic plants.
London Off-Road Terrain Adaptation Guide: For plastic processing in urban settings, shafts adapt to vibration-heavy lines, meeting Noise Regulations. In France, bordering EU standards emphasize VOC reductions, where our shafts aid compliance.
East Anglia Local Industry Case Studies: Bury St Edmunds glass lines use shafts for melt efficiency, aligning with Environment Agency permits for emissions control.
Brand Comparison: Our shafts match Comer in torque but at lower costs (Note: All manufacturer names and part numbers are for reference purposes only. UK pto-drive-shafts.com Co.,Ltd is an independent manufacturer.). Versus GKN, enhanced coatings provide 20% better heat resistance.
Related Accessories: Essential components include u-joints for flexibility, seals for corrosion protection, and bearings for smooth rotation in processing.
Scene Features: High-heat continuous operations demand robust materials; UK policies like Carbon Budgets push for efficient shafts reducing energy use.
Personal Experiences and Cases: An engineer in Suffolk shared: Switching to these shafts cut our glass defects by 30%, a game-changer. Another case in London plastic firm: Pulsation issues vanished, boosting production.
FAQ
What torque capacity do drive shafts offer for glass machines?
20-300 kNm, with peaks for high-heat loads.
How do coatings enhance performance in plastic melts?
They reduce corrosion and pulsations by 30%.
What UK regulations apply?
PUWER and Machinery Directive for safety.
How to install drive shafts?
Align with laser tools, secure at specified torques.
What risks from wrong selection?
Overheating failures, increased downtime.
Compatible with Comer?
Yes, for technical reference (independent manufacturer).
Maintenance frequency?
Quarterly inspections recommended.
IoT benefits?
Predictive alerts for faults.
Environmental compliance?
REACH/ROHS for sustainable materials.
Gearbox integration?
Seamless with our complementary units for enhanced torque.
Local Suffolk support?
Yes, rapid delivery and consultations available.
Neighboring country adaptations?
Compliant with EU standards in France and Ireland.
Recent UK Processing Industry News
UK glass sector invests in sustainable melting tech, boosting shaft demand. Plastic recycling policies drive extrusion innovations. Suffolk firms lead in efficient processing gear.

Contact us for inquiries: UK pto-drive-shafts.com Co.,Ltd
Email: [email protected]
Address: Bury St Edmunds, Suffolk IP32 7LX, UK
Inquire Now for Custom Solutions























