
Beschrijving
Universal Cardan Drive Shaft
SWC440BH-1500 for Steel Rolling Mill
Heavy-duty power transmission engineering for hot rolling, cold rolling, and continuous casting applications — trusted by steelworks across the United Kingdom and Europe.
What Is the SWC440BH-1500 Universal Cardan Drive Shaft?
 The Universal Cardan Drive Shaft SWC440BH-1500 is a precision-engineered power transmission component built specifically for demanding steel rolling mill environments. It connects the main drive motor to the rolling stands, converting and transferring high rotational torque across the production line reliably and continuously. With a gyration diameter of 440 mm and a nominal torque rating of 355 kN·m, this cardan shaft is built to meet the full mechanical demands of modern integrated steel plants operating across the United Kingdom and internationally.
The Universal Cardan Drive Shaft SWC440BH-1500 is a precision-engineered power transmission component built specifically for demanding steel rolling mill environments. It connects the main drive motor to the rolling stands, converting and transferring high rotational torque across the production line reliably and continuously. With a gyration diameter of 440 mm and a nominal torque rating of 355 kN·m, this cardan shaft is built to meet the full mechanical demands of modern integrated steel plants operating across the United Kingdom and internationally.
At its core, the SWC440BH-1500 features a cross-shaft universal joint design — the BH series, which integrates a sliding sleeve for axial compensation — allowing it to handle angular, axial, and parallel misalignment simultaneously. This design characteristic is particularly valuable in rolling mill configurations where thermal expansion, frame deflection, and installation tolerances all create real-world offset between connected shafts. Rather than placing that stress directly on motor bearings or rolling stand housings, the cardan drive shaft absorbs and neutralises it, protecting downstream machinery and reducing unplanned maintenance shutdowns.
Constructed from high-grade alloy steel with surface hardening treatments at critical wear points, the shaft body and universal joint crosses are engineered for long service life under cyclic torque loading — exactly the operating pattern found in reversing mills, continuous tandem lines, and plate rolling applications. UK steel producers and plant engineers sourcing replacement drive shafts or planning new rolling line upgrades will find the SWC440BH-1500 a direct, dimensionally verified solution with documented technical parameters.
Technical Specifications — SWC440BH
Engineering Drawing
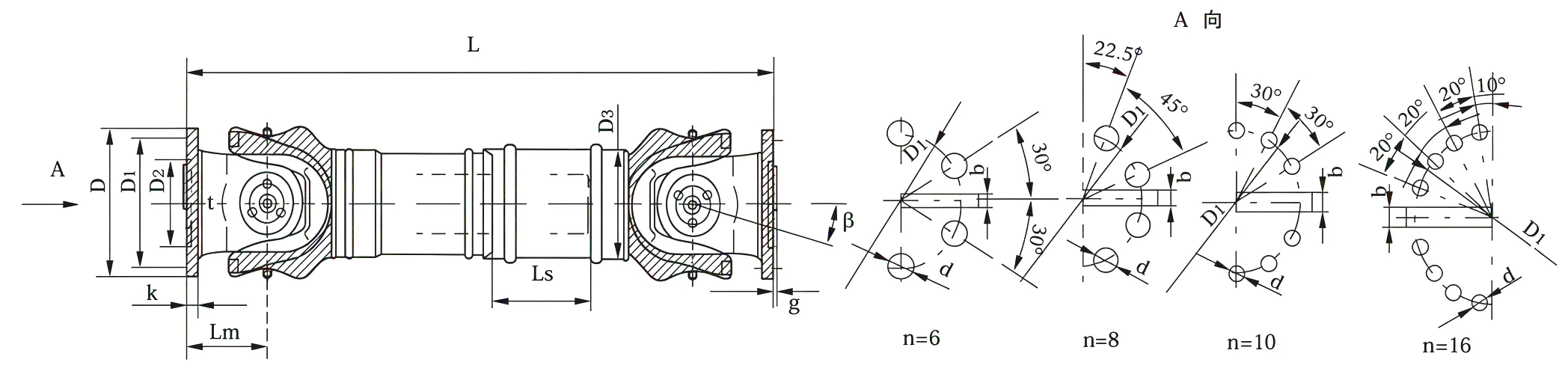
Table 1 — Key Performance Parameters
| Model | Gyration Dia. D (mm) | Nominal Torque Tn (kN·m) | Max Fold Angle β (°) | Weary Torque Tf (kN·m) | Axial Flex Ls (mm) | Lmin (mm) |
|---|---|---|---|---|---|---|
| SWC440BH | 440 | 355 | ≤15 | 180 | 190 | 1875 |
Table 2 — Interface & Flange Dimensions
| Model | D1 js11 (mm) | D2 H7 (mm) | D3 (mm) | Lm (mm) | Bolts n-d (mm) | k (mm) | t (mm) | b h9 (mm) | g (mm) |
|---|---|---|---|---|---|---|---|---|---|
| SWC440BH | 390 | 255 | 325 | 260 | 16-28 | 42 | 10 | 80 | 20 |
Table 3 — Rotating Inertia & Weight
| Model | Inertia @ Lmin (kg·m²) | Inertia @ +100mm (kg·m²) | Weight @ Lmin (kg) | Weight @ +100mm (kg) |
|---|---|---|---|---|
| SWC440BH | 21.42 | 0.4744 | 1190 | 21.7 |
* All dimensions in mm unless stated. Scroll table horizontally on mobile if required.
Why the SWC440BH-1500 Stands Apart
355 kN·m Nominal Torque
Engineered for peak-torque demands in hot and cold rolling sequences. The SWC440BH series handles the full rated torque without service interruption, reducing line downtime significantly compared to lighter-spec alternatives used in high-load operations.
Triple-Direction Misalignment Tolerance
The cross-shaft universal joint arrangement allows for simultaneous angular, parallel, and axial misalignment compensation. This is essential in steel mill frames where thermal expansion and foundation settlement cause constant positional drift between motor and roller shafts over production cycles.
Alloy Steel Construction
Forged and machined from high-grade alloy steel with controlled carbon content, the shaft body and cross-joint elements resist fatigue crack initiation even under cyclically reversing torque loads — a standard condition in reversing rolling mill stands. Surface hardening at joint wear faces extends service intervals measurably.
190 mm Axial Compensation Range
The BH sliding sleeve delivers 190 mm of axial flex travel (Ls), accommodating length changes due to thermal growth without inducing axial load into adjacent bearings. This feature alone significantly reduces bearing replacement frequency in production environments running continuous 24-hour shifts.
Safety Guards & Maintenance Access
The drive shaft design incorporates grease nipple fittings on all cross joint assemblies, enabling in-situ lubrication without full disassembly. Protective covers are available to shield the sliding sleeve. This arrangement is well-suited to UK plant safety standards and minimises the window needed for scheduled maintenance intervals.
Drop-In Compatibility
Standardised SWC series dimensions mean the SWC440BH-1500 integrates directly with existing rolling stand flanges conforming to the SWC-BH interface standard. D1 of 390 mm and 16 x 28 mm bolt circle allow direct replacement without custom machining of adjacent components in most UK rolling line configurations.
Application Scenarios: Where the SWC440BH-1500 Is Deployed

The SWC440BH-1500 cardan drive shaft serves across the full range of rolling mill configurations, providing a versatile solution wherever high-torque rotational power must be reliably transferred in the presence of shaft misalignment and vibration. The following are the primary deployment scenarios for this model within UK steelworks and international steel production facilities:
🔥 Hot Rolling Mills
At process temperatures above 1000 °C, hot rolling stands place extreme thermal and mechanical stress on all connected components. The SWC440BH-1500’s rated fold angle tolerance of up to 15° and its alloy steel construction allow it to operate without fatigue failure even when frame temperatures cause measurable positional shift between drive motor and roll neck during extended production runs.
❄ Cold Rolling Mills
Cold rolling demands consistent, vibration-free torque transmission because surface quality of finished steel strip depends on it. The balanced rotational inertia values of the SWC440BH-1500 (21.42 kg·m² at Lmin) contribute to smooth drive train behaviour, limiting velocity fluctuation that would otherwise cause surface ripple or thickness variation on finished cold-rolled coil.
➡ Tandem Rolling Lines
Multi-stand tandem mills require precisely synchronised torque delivery across all rolling stands. The SWC440BH-1500 cardan shaft, applied stand by stand, allows individual roll gap adjustments without mechanically coupling neighbouring stands. This isolation is critical during gauge changes and contributes to tighter thickness tolerances across the coil length.
⇄ Reversing Mills
In reversing mill operation, the drive shaft must handle rapid torque direction reversal across every rolling pass. The SWC440BH-1500’s cross-joint design is fully bidirectional — there is no preferential torque direction — making it directly suited to this duty cycle without performance degradation or directional joint loading asymmetry.
⚙ Continuous Casting Drives
Continuous casting strand drive systems require low-noise, high-consistency torque at relatively lower speed. The cardan shaft’s flex compensation prevents the rigidity problems that direct rigid couplings introduce when casting machine frames settle or thermally distort during heat transitions, protecting strand roller bearings from premature failure.
📋 Plate Mills
Heavy plate rolling imposes the highest per-pass torque of any flat product. With 355 kN·m nominal torque capacity and a weary torque threshold of 180 kN·m, the SWC440BH-1500 handles the sustained high-load passes typical of plate mill operation while the 190 mm axial flex accommodates roll gap opening adjustments between passes without shaft disassembly.
Materials, Construction & Working Principles
The SWC440BH-1500 is produced from medium carbon alloy steel, selected for its balanced combination of tensile strength, toughness, and machinability. The shaft body undergoes controlled quench-and-temper heat treatment to achieve consistent mechanical properties through the full cross section rather than just at the surface — a distinction that matters when fatigue cracks are the primary failure mode in cyclic torque applications. Universal joint cross trunnions are case-hardened and ground to precision tolerances to ensure smooth needle bearing engagement over the full service life of the assembly.
The BH series design employs a hollow sliding sleeve — sometimes called a telescoping sleeve — to provide the 190 mm axial compensation range. This sleeve runs on precision-ground splines with forced grease retention, meaning axial movement under load occurs with minimal friction-induced vibration. The overall principle of operation is that the two universal joint crosses at each end of the shaft absorb angular offset, while the sleeve handles length variation; together these three compensation mechanisms remove all constraint from the connected machinery, allowing perfectly free mounting of the driving and driven equipment.
Flange connection is via bolt circle D1 = 390 mm with 16 bolts at 28 mm diameter, providing distributed clamping force sufficient to prevent fretting at the flange face even under peak dynamic torque. The 80 mm keyway (b, h9 tolerance) at the driven end allows positive rotational location when integrated with rolling stand roll neck connectors. All critical machined dimensions are verified against tolerance drawings before despatch, ensuring dimensional compliance with the SWC standard for drop-in replacement use.

Maintenance Schedule at a Glance
| Maintenance Task | Interval | Notities |
|---|---|---|
| Cross joint lubrication | 250 h | Use high-temperature lithium-complex grease |
| Sliding sleeve spline lubrication | 500 h | Check for spline wear during access |
| Flange bolt torque check | Monthly | Retighten to specification after first 100 h |
| Visual inspection for cracks / corrosion | Monthly | Pay attention to weld zones and keyway radii |
| Full disassembly & needle bearing inspection | Annual | Replace cups and crosses if wear exceeds limits |
| Alignment verification (motor to rolling stand) | After any motor or stand service | Correct before restarting production |
Customer Success: UK Steel Processing Case Study
UK
Steel
Midlands Long Products Rolling Mill — UK
A long products steel manufacturer based in the English Midlands was experiencing repeated failure of their existing drive shafts on a reversing bloom mill stand. The original shafts were being replaced every 8–11 months due to cross joint wear accelerated by a combination of misalignment and an inadequate grease specification for the operating temperature. Unplanned outages were costing the plant approximately 18 hours of lost production per event.
After switching to the SWC440BH-1500 cardan drive shaft with the specified high-temperature grease and a revised 250-hour lubrication interval, the plant recorded 22 months of continuous operation before the first scheduled inspection — well ahead of the previous shaft’s performance baseline. The maintenance team noted that the cross joints showed significantly less wear at inspection than expected, attributing this to the larger bearing area of the 440 mm series relative to their previous specification.
“The improvement in shaft life alone has been substantial, but the reduction in unplanned stops is what has really changed the economics of running this stand. We have run two full quarters without a drive shaft-related outage.” — Plant Maintenance Manager
“We supply automotive quality steel strip and cannot tolerate surface defects. The smoothness of torque delivery from this cardan shaft has contributed directly to our scrap rate reduction. Lead time on replacement parts is also very manageable.”
— Procurement Manager, Cold Rolling Strip Producer, South Wales, UK
“We specified the SWC440BH for our new plate mill installation. The technical drawings were accurate, the dimensions matched perfectly, and the supplier responded quickly to our engineers’ questions during commissioning. Exactly what a serious B2B supplier should look like.”
— Technical Director, Structural Steel Plate Mill, North East England, UK
“Price was competitive, documentation was thorough, and the cardan shaft arrived within the quoted lead time. Our maintenance team had it installed and commissioned without any issues. We have already placed a follow-on order for our second stand.”
— Plant Engineer, Hot Strip Mill, Scotland, UK
Related Industrial Cardan Drive Shaft Products

Our cardan drive shaft range extends across multiple size classes and joint configurations. The following models are frequently specified for slitting machine drives and lighter industrial transmission duties:
SWC200BH Series
Industrial Cardan Drive Shaft SWC200BH for Slitting Machine
The SWC200BH is a mid-range cardan shaft designed for slitting line drives requiring precise angular compensation and reliable torque delivery at 200 mm gyration diameter. Well suited to light sheet metal processing lines and strip slitting operations where shaft misalignment is a routine challenge.
SWC150BH Series
Industrial Cardan Drive Shaft SWC150BH for Slitting Machine
The SWC150BH is a compact cardan drive shaft intended for lighter-duty slitting machines, foil processing equipment, and small-section rolling applications. At 150 mm gyration diameter, it offers the full SWC-BH series advantages — bidirectional torque, misalignment compensation, axial sliding — in a space-efficient package.
Manufacturing Capability & Custom Drive Shaft Solutions
Our manufacturing facility specialises exclusively in the production of SWC and SWP series cross-shaft universal drive shafts for metallurgical, mining, paper, textile, and heavy industrial machinery. With over 20 years of experience in precision drive shaft engineering, we operate CNC-controlled turning and milling centres, gear hobbing machines, and dedicated heat treatment lines — all under a complete in-house quality inspection programme with 100% pre-shipment checking.
We offer a full product customisation service for UK and international clients who need drive shafts beyond catalogue dimensions. Custom options include non-standard overall assembly lengths (the SWC440BH-1500 designation itself references a 1500 mm configuration), modified flange bolt circles to match legacy equipment, different cross-joint torque ratings within the SWC structural envelope, balanced assembly for high-speed applications, and alternative surface treatment specifications for corrosive environments. Custom design consultation is available with no minimum order obligation on enquiry.


Veelgestelde vragen
Where can I find a reliable supplier of SWC440BH cardan drive shafts for a steel rolling mill in the United Kingdom?
UK steel plant operators and engineering contractors can source the SWC440BH-1500 directly from us at pto-drive-shafts.com. We supply to steel processing facilities across England, Scotland, Wales, and Northern Ireland, with documented technical specifications and competitive export pricing. Contact [email protected] to request a price and lead time for your specific configuration.
What is the price of a universal cardan drive shaft SWC440BH-1500 and how do I get a quote for my rolling mill project?
Pricing for the SWC440BH-1500 depends on the overall assembly length, any custom flange specifications, quantity, and delivery terms. To receive an accurate cost and lead time, please send your technical requirements — including required assembly length, flange interface dimensions, and target delivery location — to [email protected]. We respond to enquiries within one business day.
How does a cardan drive shaft compensate for misalignment in a steel rolling mill and why does it matter for UK steelworks?
The SWC440BH-1500 uses two cross-shaft universal joint assemblies to absorb angular and parallel offset between the motor and the rolling stand, while the sliding sleeve handles axial length change. In UK steel mills, frame thermal expansion, foundation settlement, and roll change procedures all create real-world shaft misalignment that would otherwise place destructive lateral forces on motor and stand bearings. By absorbing these displacements, the cardan shaft protects adjacent equipment and dramatically extends bearing life.
Which type of cardan drive shaft is best suited for a reversing hot rolling mill application in the UK steel industry?
For reversing hot rolling mill applications, the SWC-BH series — including the SWC440BH-1500 — is the preferred choice. The BH configuration handles full nominal torque in both rotational directions without joint loading asymmetry, withstands the temperature range typical of hot rolling environments, and the 355 kN·m torque rating covers the peak demand of most bloom and billet reversing stand drives. The cross joint design also tolerates the frequent start-stop and direction reversal cycles inherent to reversing mill operation.
What is the lead time and minimum order quantity for the SWC440BH-1500 universal cardan drive shaft if ordered from a UK buyer?
The minimum order quantity is 1 piece, which is particularly practical for replacement orders on individual rolling mill stands. Standard production lead time is 20–30 days depending on the assembly length and any customisation required. For urgent breakdown supply, contact us to discuss expedited options. Payment terms are typically T/T, and we can provide all required import/export documentation for UK customs clearance.
Can you supply a custom-length SWC440BH cardan drive shaft to fit a non-standard rolling mill configuration at our plant in England?
Yes. We produce custom assembly lengths across the full SWC440BH series. The designation suffix (such as -1500 indicating 1500 mm) can be adjusted to your plant-specific centre distance. We can also modify flange dimensions, bolt circle, and keyway specifications where existing rolling stand geometry requires it. Please send your dimensional drawing or key measurements to [email protected] for a feasibility and price assessment.
How often should the universal joints on a SWC440BH steel rolling mill drive shaft be lubricated, and what grease type should be used?
For steel rolling mill applications operating at elevated temperatures, we recommend lubrication of cross joint assemblies at 250-hour intervals using a high-temperature lithium-complex grease with a dropping point above 260 °C. The sliding sleeve splines should be relubricated at 500-hour intervals. Neglecting the 250-hour interval — common in mills running extended shifts — is the primary cause of premature cross joint wear and is avoidable with a straightforward planned maintenance schedule.
Ready to specify the SWC440BH-1500 for your rolling mill?
Contact our technical team for pricing, lead times, and custom configuration support. UK enquiries welcome.


























