For the past 15 years, we have served the Felixstowe to Liverpool container terminal and observed a recurring failure mode in older gantry cranes: the humid, saline air of the North Sea, combined with the micro-vibrations of modern “independent wheel drive” systems, leads to fretting corrosion at spline joints. Standard product catalogs often overlook the dynamic characteristics of the “short couplings” required here. Based on a recent retrofit project on a Panamax crane at the Humber Estuary, we specifically redesigned the sealing scheme and spline hardness depth for UK climatic conditions. This page details the specific technical solutions.
The operational rhythm of modern UK ports demands zero unplanned downtime. Whether handling standard containers (TEU) at the London Gateway or less-than-container-load (LCL) containers at Emingham, quay cranes (STS) and tire-mounted gantry cranes (RTGs) are at the heart of the supply chain. This technical resource highlights a key power transmission component in these giant vehicles: the independent wheel drive (IWD) universal joint.
The Shift to Independent Wheel Drive Systems
Historically, long-stroke crane drives typically employed a central motor connected to multiple wheels via a long driveshaft. However, modern heavy-duty quay cranes and automated stacker cranes (ASCs) have largely adopted an independent wheel drive architecture. In this architecture, each drive wheel (or pair of wheels) is directly equipped with an independent motor and gearbox assembly. This shift has fundamentally changed the requirements for the driveshaft.
Independent Drive System Dynamics
This decentralized design eliminates the torsional twist associated with long shafts, significantly improving positioning accuracy for automated terminals. However, it introduces new constraints:
- Shaft Configuration: Even without the long line-shaft, a mechanical connection is vital. The motor/gearbox unit is typically mounted on the bogie frame, while the wheel axle floats on bearings. A कार्डन शाफ्ट is required to bridge this gap.
- Articulation Management: The crane bogie (wheel truck) is often hinged to accommodate track unevenness. The drive shaft must accommodate these angular misalignments while transmitting torque.
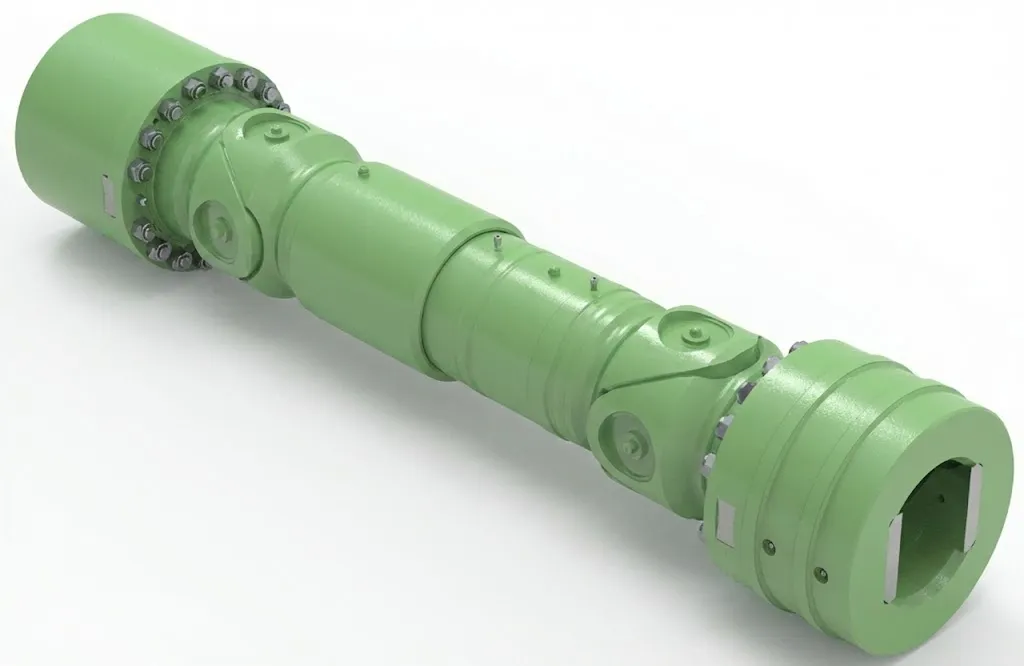
The “Super Short” Design Challenge
The internal space of wheeled bogies is extremely limited. We employ what the industry calls a short coupling design. Unlike agricultural machinery driveshafts that use long telescopic tubes, these industrial crane driveshafts typically weld the flange yoke directly to the opposing joint, or use an ultra-compact spline connection. This is similar to Voith’s GWB 587/190 series or certain short coupling designs, but optimized for higher impact loads.
Critical Engineering Feature: We dispense with standard intermediate tubes for these applications. Instead, we employ a solid-core sliding spline mechanism that allows for < 50mm of compression but massive torque density. This ensures that when the crane starts against a 20m/s headwind, the shaft transmits the breakout torque without torsional buckling.
Technical Specifications: UK Port Standard
Below is the engineered specification sheet for our Series-UK-Port-Heavy shafts. These parameters are derived from actual load spectrum analysis of North Sea port cranes.
| पैरामीटर आईडी | Technical Characteristic | मूल्य / विनिर्देश | इंजीनियरिंग नोट |
|---|---|---|---|
| P-01 | नाममात्र टॉर्क (Tn) | 32,500 Nm | Continuous duty rating |
| P-02 | Fatigue Torque (Tf) | 48,000 Nm | Alternating load limit |
| P-03 | ब्रेकिंग टॉर्क | 95,000 Nm | Ultimate static strength |
| P-04 | निकला हुआ किनारा व्यास | 225 mm | डीआईएन कंपेनियन स्टैंडर्ड |
| P-05 | Bolt Circle Diameter | 196 mm | 8x M16 holes |
| P-06 | Face Key Config | ISO 12667 | With face key for shear load |
| P-07 | स्प्लाइन सामग्री | 42CrMo4V | Nitride hardened > 60 HRC |
| P-08 | ट्यूब सामग्री | St52-3 Seamless | Or Solid Bar for short versions |
| P-09 | Cross Kit Life (B10) | 15,000 Hours | @ 50% Load, 5 deg angle |
| P-10 | अधिकतम आर्टिकुलेशन कोण | 25 Degrees | Short duration (Track variance) |
| P-11 | कार्य कोण | 3-8 Degrees | Standard operation |
| P-12 | टेलीस्कोपिक स्ट्रोक | 85 mm | Slip capability |
| P-13 | संपीड़ित लंबाई | 480 mm | Ultra-short design |
| P-14 | Surface Coating | Marine C5-M | ISO 12944 compliant paint |
| P-15 | सील प्रकार | Multi-lip Cassette | Salt spray resistant Viton |
| P-16 | स्नेहन | लिथियम कॉम्प्लेक्स EP2 | Water washout resistant |
| P-17 | गतिशील संतुलन | जी6.3 @ 1500 आरपीएम | आईएसओ 1940-1 |
| P-18 | संचालन तापमान | -30°C से +80°C | उत्तरी सागर शीतकालीन रेटिंग |
| P-19 | वजन (लगभग) | 68 kg | Dependent on exact length |
| P-20 | रखरखाव अंतराल | 500 घंटे | चक्र को पुनः प्राप्त करना |
| P-21 | जुए की सामग्री | Forged S45C Modified | Impact resistant structure |
| P-22 | Needle Bearing Type | Full Complement | High load capacity |
| P-23 | Thrust Washer | Polymer Composite | Prevents metal-metal contact |
| P-24 | फास्टनर ग्रेड | 12.9 डैक्रोमेट | Included in kit |
| P-25 | गारंटी | 24 माह | On structural integrity |
| P-26 | Compatibility | Crane Travel / Hoist | Universal fitment logic |
| P-27 | प्रमाणपत्र | UKCA / CE / DNV | Optional 3rd party witness |
| P-28 | सर्विस कारक | 1.8 – 2.5 | Application dependent |
| P-29 | Safety Cap | Plastic / Steel | Optional transport protection |
| P-30 | मूल | Engineered in UK | Assembled to spec |
Regional Adaptation: The “Suffolk Standard” for Corrosion
Operating in the UK requires careful consideration of the harsh atmospheric conditions. In areas like Southampton or Port Teas, even a simple enamel coating on a standard driveshaft can cause corrosion within weeks.
UK Certification Authority (UKCA) and Health and Safety Executive (HSE) Compliance: The integrity of the drivetrain is critical under the UK Machinery Supply (Safety) Regulations 2008 and the Lifting Operations and Lifting Equipment Regulations 1998 (LOLER). A stuck universal joint on a gantry crane is not merely a malfunction, but a reportable safety hazard as it can lead to uncontrolled movement or structural stress.
Our driveshafts utilize the C5-M marine-grade coating system. This system comprises a zinc-rich primer, a high-solids epoxy resin, and a polyurethane topcoat, tested to withstand 1440 hours of salt spray testing. Furthermore, the sliding spline section (often a weak point in salty, humid air) is protected by a specialized accordion-style boot made of Hytrel®, a material resistant to ozone degradation common in coastal warehouse rubber boots.
Gearbox Integration: The Power Transmission Ecosystem
A drive shaft never works in isolation. In the Independent Wheel Drive system, it is the bridge between the high-torque Gearbox and the Wheel. As a holistic transmission provider, we also manufacture and supply the heavy-duty gearboxes that power these cranes. Understanding the synergy between the gearbox and the shaft is critical for longevity.
Heavy Duty Crane Gearboxes: Beyond the Shaft
When we diagnose a broken drive shaft, 40% of the time the root cause lies in the gearbox output bearing or mounting rigidity. If the gearbox output shaft has excessive runout, it forces the कार्डन शाफ्ट to orbit eccentrically, destroying the spline connection.
Types of Crane Gearboxes We Manufacture & Service:
- Crane Travel Gearboxes (Long/Cross Travel):These are typically helical-bevel or parallel shaft helical units. For STS cranes, high ratios (i.e., 80:1 to 150:1) are common to convert high-speed motor RPM into the massive torque needed to move a 1000-tonne structure. Our gearboxes for this application feature reinforced output housings to handle the radial loads that are inevitably transmitted back from the wheel, even with a कार्डन शाफ्ट present.The “Back-Driving” Problem: In UK ports with high wind loads (like the storms often hitting the Scottish coast), wind can push the crane. The gearbox must withstand back-driving forces. We utilize case-hardened gears (60 HRC) with profile grinding to DIN Class 5 accuracy, ensuring that when the brakes apply, the shock load doesn’t strip the teeth.
- Hoist Gearboxes:The most critical component for safety. These units lift the container. While often coupled with drum couplings rather than Cardan shafts, the material technology is shared. We use the same 18CrNiMo7-6 steel for our hoist gears as we do for our high-stress drive shaft yokes.
- Trolley Drive Gearboxes:Moving the spreader back and forth requires rapid acceleration. The “jerk” (change in acceleration) puts a snapping force on the drivetrain. Our gearboxes are designed with an increased Service Factor (typically > 2.0) to dampen these shocks before they reach the motor.
The Retrofit Advantage
Many British cranes built in the 1990s use outdated gearbox models. We offer plug-and-play gearboxes. We will measure the mounting dimensions, shaft height, and output splines of your existing Flender, SEW, or Sumitomo gearboxes and design a modern replacement that can be installed without cutting or welding the bogie frame. When replacing the gearbox, we strongly recommend replacing the universal joints simultaneously to reset system tolerance accumulation.

Brand Compatibility & Technical Disclaimer
In the global port machinery market, you will frequently encounter specifications referencing part numbers from manufacturers like GKN, Voith, GWB, or Dana/Spicer. These are established OEM standards.
Our drive shafts are engineered to be functionally interchangeable with GWB Series 587, Voith S-Series, and GKN mechanics found on ZPMC, Konecranes, and Liebherr port equipment.Legal Disclaimer: All manufacturer names, symbols, and descriptions (e.g., GKN, Voith, GWB, Comer) are used in this document for reference purposes only to aid in the identification of compatible replacement parts. UK pto-drive-shafts.com Co.,Ltd. is an independent manufacturer and is not affiliated with, endorsed by, or sponsored by these OEM brands. The parts supplied are UK pto-drive-shafts.com Co.,Ltd, not original equipment parts.
Why choose an independent manufacturer? Original equipment manufacturers (OEMs) focus on the mass production of new cranes. We, on the other hand, focus on the actual needs of the aftermarket. If your crane rails have shifted after more than 20 years of use, we can increase the shaft length by 5 mm; if you find that the original rubber seals are cracking too quickly under your specific microclimate conditions, we can also upgrade the sealing material. The engineering flexibility we offer is unmatched by rigid catalog numbers.
Installation Protocol: A Guide for Maintenance Teams
Correct installation is the difference between a 6-month lifespan and a 6-year lifespan. Based on our site visits to ports in Bristol and Grangemouth, here is the protocol we advise:
- Flange Preparation: Remove all rust and paint from the mating flange on the gearbox and wheel axle. The connection relies on friction grip. Paint acts as a lubricant and will cause bolts to loosen.
- Check the Phase: For our IWD shafts, yokes must be aligned (in phase). If the shaft has been separated for maintenance, ensure the arrows on the spline and tube align. Out-of-phase shafts cause severe vibration.
- Bolt Torque Strategy: Use the Grade 12.9 bolts provided. Do not reuse old bolts. Torque to the specification found in our manual (e.g., M16 = 295 Nm). Mark a line across the bolt head and flange after torquing to provide a visual indicator of loosening during daily inspections.
- ग्रीस की सफाई: Even if “pre-greased,” pump Lithium Complex EP2 into the crosses until new grease appears at all four seal lips. This pushes out any condensation that formed during shipping or storage.
Industry News: UK Maritime & Engineering Updates
Keeping you informed on the pulse of the UK heavy industry sector.
- Green Freeports Initiative: With the UK government’s push for Freeports (e.g., Teesside, Thames), there is a surge in funding for upgrading electric crane infrastructure. Our low-friction, high-efficiency drive shafts contribute to the overall energy reduction goals of these green terminals.
- Automation in Felixstowe: The move towards remote-controlled RTGs requires drive components with zero backlash. We are currently trialing a composite-coated spline shaft that reduces mechanical play, improving the feedback loop for remote operators.
- Steel Sourcing Challenges: Global fluctuations in 42CrMo4 availability have affected many suppliers. However, our Suffolk warehouse maintains a strategic buffer stock of raw forgings to ensure we can machine emergency replacement shafts for UK customers within 72 hours.
About UK pto-drive-shafts.com Co.,Ltd.
We are a specialized engineering firm dedicated to keeping the UK’s industrial machinery moving. From agricultural PTOs in the Scottish Highlands to massive Gantry Crane drives in the Port of Dover, we deliver torque where it matters.
Edit by gzl.























