Region: Wielka Brytania (UK) | Standard: BS EN ISO 12100 / PUWER | Aplikacja: Obróbka stali i metali
Specyfikacje techniczne: Tabela prawdy
W środowisku walcowni o wysokim ryzyku, niejednoznaczność prowadzi do awarii. Poniżej przedstawiono szczegółowe możliwości techniczne naszych wytrzymałych wałów przegubowych, skalibrowanych do rygorystycznych wymagań pierwotnych i wtórnych linii przetwórczych. Parametry te zostały wygenerowane w oparciu o nasze aktualne możliwości produkcyjne, z terminem dostawy w pierwszym kwartale 2026 roku.
| Identyfikator parametru | Metryka techniczna | Wartość / Specyfikacja | Standardowe odniesienie |
|---|---|---|---|
| 01 | Moment obrotowy nominalny (Tn) | 450 kNm | DIN 15450 |
| 02 | Moment zmęczeniowy (Tdw) | 285 kNm | Obliczono przy 10^7 cyklach |
| 03 | Maksymalna średnica obrotu | 390 mm | Koperta instalacyjna |
| 04 | Długość po zamknięciu (Lmin) | 1450 mm | Możliwość dostosowania |
| 05 | Kompensacja długości (La) | +180 mm | Skok splajnu |
| 06 | Średnica kołnierza | 435 mm | ISO 7646 |
| 07 | Konfiguracja otworów na śruby | 12 x M24 (ząbkowany Hirth) | Blokada pozytywna |
| 08 | Maksymalny kąt ugięcia | 15 stopni | Limit operacyjny |
| 09 | Prędkość obrotowa (maks.) | 1250 obr./min | Ocena wyważenia G6.3 |
| 10 | Materiał – jarzmo | Stal kuta 42CrMo4 | EN 10083-3 |
| 11 | Materiał – Krzyż | 18CrNiMo7-6 nawęglany | Powierzchnia HRC 58-62 |
| 12 | Typ splajnu | Spline ewolwentowy, powłoka ślizgowa | DIN 5480 |
| 13 | Obróbka powierzchni | Fosforan antykorozyjny | Opcja klasy morskiej |
| 14 | Interwał smarowania | 500 godzin pracy (standard) | Lit wysokotemperaturowy |
| 15 | Żywotność łożyska (L10h) | > 25 000 godzin | Obciążenie poniżej znamionowego |
| 16 | Sztywność skrętna | 3,8 x 10^6 Nm/rad | Analiza dynamiczna |
| 17 | Moment bezwładności | 4,2 kg·m² | – |
| 18 | Waga (w przybliżeniu) | 680 kg | – |
| 19 | Dynamiczne równoważenie | ISO 1940-1 Klasa G6.3 | @ 1000 obr./min |
| 20 | Zakres temperatur roboczych | -20°C do +250°C | Z uszczelkami Viton |
| 21 | Sprzęgło bezpieczeństwa | Opcjonalny sworzeń ścinany/ogranicznik momentu obrotowego | Zabezpieczenie przed przeciążeniem |
| 22 | Twardość kołnierza | HB 280-320 | Twardość rdzenia |
| 23 | Średnica czopu poprzecznego | 125 mm | Seria Heavy Duty |
| 24 | Typ uszczelnienia | Uszczelka kasetowa wielowargowa | Wykluczenie skali |
| 25 | Siła osiowa (pod momentem obrotowym) | < 3,5 kN | Współczynnik tarcia wielowypustowego 0,08 |
| 26 | Specyfikacja farby | RAL 5010 Niebieski gencjanowy | Podkład epoksydowy |
| 27 | Jakość spoiny | 100% Przetestowany ultradźwiękowo (UT) | ISO 17640 Klasa B |
| 28 | Ząbkowanie Hirtha | 60 stopni | Twarz o wysokim momencie obrotowym |
| 29 | Grubość ścianki rury | 25 mm (bezszwowe) | Wysoka sztywność skrętna |
| 30 | Dostęp konserwacyjny | Centralny punkt smarowania | Standard |
Głębokie nurkowanie: zastosowania w metalurgii i obróbce metali
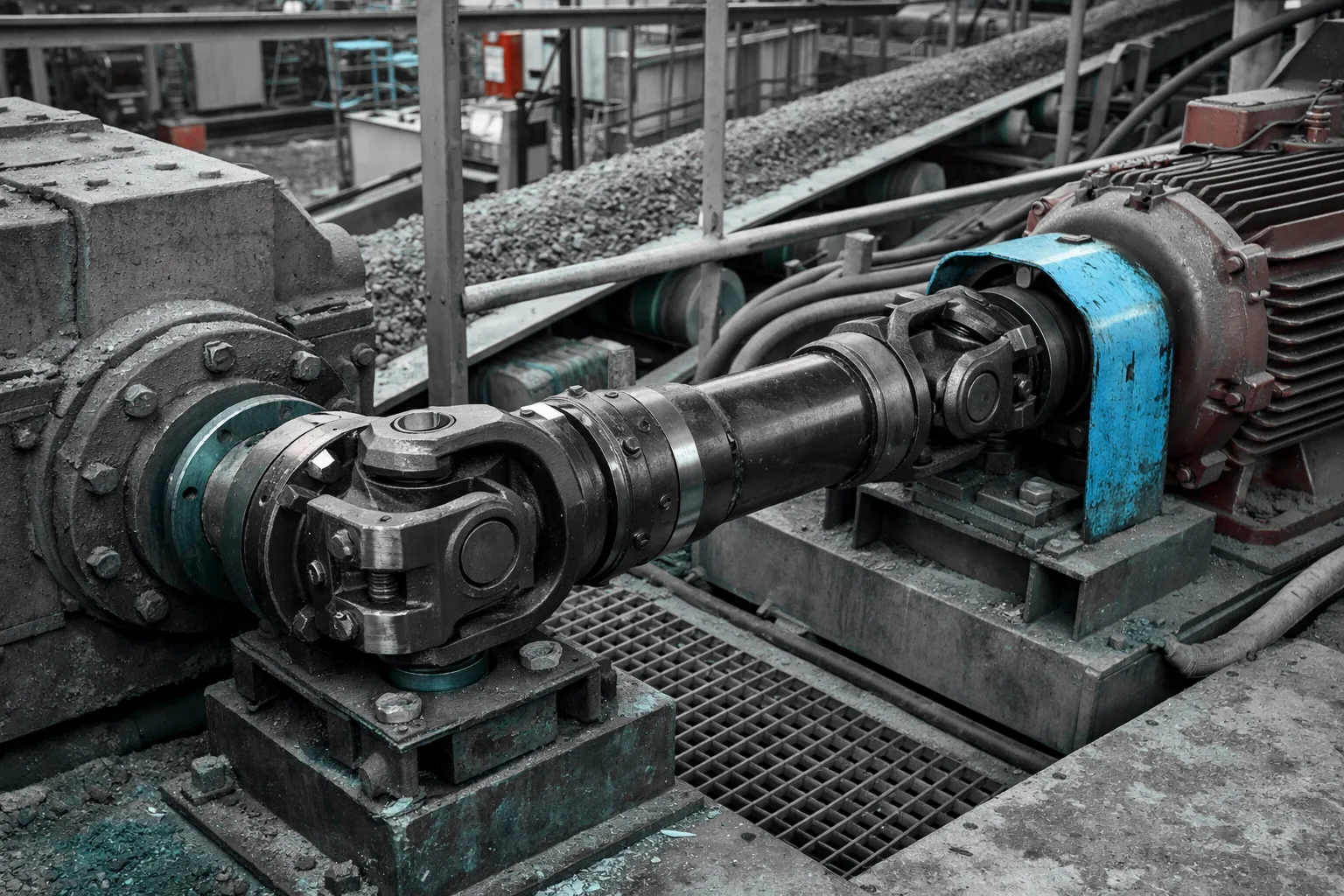
Zastosowanie przemysłowych przegubów krzyżakowych w przemyśle metalurgicznym można uznać za „najważniejsze pole bitwy” dla mechanicznych elementów przekładni. W przeciwieństwie do zastosowań w rolnictwie czy przemyśle lekkim, przekładnie w hutach stali muszą wytrzymywać ekstremalnie wysoki moment obrotowy, promieniowanie cieplne i obciążenia udarowe. Poniżej przedstawiono analizę konkretnego obszaru działania brytyjskiej huty stali.
Główne napędy młynów (walcownie rewersyjne i zgrubne)
Kontekst operacyjny: W sercu zakładów, takich jak te w Port Talbot czy Scunthorpe, główny napęd młyna przekazuje moment obrotowy z głównego napędu (często dużych silników prądu stałego lub silników prądu przemiennego z przetwornicą częstotliwości) na walce robocze. To kluczowa ścieżka.
Wyzwanie inżynieryjne:
1. Obciążenia udarowe: W momencie wejścia kęsiska płaskiego lub kęsa w walce (tzw. „zagryzienie”), skoki momentu obrotowego mogą przekroczyć 300% obciążenia nominalnego. Współczynnik przeciążalności (K) należy obliczyć w zakresie od 3,0 do 10,0, w zależności od gatunku stali i stopnia przetłoczenia.
2. Naprężenie cieplne: Wał pracuje w odległości kilku metrów od rozgrzanej do czerwoności stali (>1000°C). Ciepło promieniowania może wypalić standardowe uszczelki NBR, co prowadzi do utraty smaru i awarii łożysk.
3. Obciążenia odwrotne: W młynach rewersyjnych układ napędowy poddawany jest ogromnym cyklom zmęczeniowym, zmieniając natychmiast kierunki naprężeń.
Konfiguracja naszego rozwiązania:
– Zamknięte jarzma oczu: Wykorzystujemy jednoczęściową konstrukcję jarzma typu SWC z zamkniętym oczkiem. W przeciwieństwie do konstrukcji z dzieloną pokrywą łożyska, eliminuje to ryzyko ścinania śrub pod wpływem obciążeń udarowych.
– Ząbki Hirtha: Aby zapobiec poślizgowi kołnierzy, zalecamy stosowanie klinów czołowych lub ząbków Hirtha na połączeniach kołnierzowych. Dzięki temu moment obrotowy jest przenoszony poprzez blokadę mechaniczną, a nie tylko tarcie.
– Materiały specjalne: Wały przeznaczone do tych stref są kute ze stali 42CrMo4V, hartowane i odpuszczane, aby wytrzymywały naprzemienne naprężenia zginające.
Napędy prostownicy (prostownice)
Kontekst operacyjny: Po walcowaniu profile stalowe muszą zostać wyprostowane. Prostownica składa się z wielu rolek ustawionych naprzemiennie.
Wyzwanie: Rolki są umieszczone bardzo blisko siebie, co stwarza poważne ograniczenia geometryczne. Wał kardana musi mieć małą średnicę obrotu, a jednocześnie przenosić wysoki moment obrotowy. Co więcej, górne rolki regulują się w pionie, stale zmieniając kąt przegubu (kąt Beta).
Nasze rozwiązanie: Wdrażamy naszą serię Compact High-Angle. Dzięki zastosowaniu wysokiej jakości stali stopowych, zmniejszamy średnicę jarzma przy jednoczesnym zachowaniu wytrzymałości. Stosujemy również wielowypusty o wydłużonym skoku, aby umożliwić dużą regulację pionową górnych rolek bez ich dobijania.
Adaptacja regionalna: obsługa brytyjskiego przemysłu
Prowadzenie działalności w Wielkiej Brytanii wymaga czegoś więcej niż tylko wysyłki produktu; konieczna jest również zgodność z określonymi przepisami prawnymi i regulacjami środowiskowymi.
Zgodność i przepisy w Wielkiej Brytanii
Po Brexicie rynek części do maszyn uległ zmianie. Wszystkie nasze wały przeznaczone na rynek brytyjski spełniają następujące wymogi:
- Oznakowanie UKCA (Przepisy dotyczące dostaw maszyn (bezpieczeństwo) z 2008 r.): Mimo że poszczególne podzespoły (quasi-maszyny) mają szczególne wymagania dotyczące etykietowania, udostępniamy dokumentację Deklaracji Włączenia (DoI), która ułatwia proces oznakowania CE/UKCA dla całego zespołu.
- PUWER (Przepisy dotyczące dostarczania i użytkowania sprzętu roboczego z 1998 r.): Bezpieczeństwo jest najważniejsze. Nasze wały są dostarczane z zaleceniami dotyczącymi zabezpieczeń. Oferujemy w pełni zamknięte, stacjonarne osłony bezpieczeństwa (żółte, rozpoznawalne), zapobiegające zaplątaniu, co jest kluczowym wymogiem określonym w wytycznych brytyjskiej Agencji ds. Zdrowia i Bezpieczeństwa (HSE).
- Norma PN-EN ISO 12100:2010: Ocena ryzyka w projektowaniu. Priorytetem jest dla nas przestrzeganie zasad „Bezpieczeństwa w projektowaniu”, zapewniając dostęp do punktów smarowania bez konieczności zdejmowania osłon, tam gdzie to możliwe.
Lokalizowane centra usług
Rozumiemy geografię brytyjskiego przemysłu. Nasza sieć logistyczna i wsparcia jest zoptymalizowana pod kątem kluczowych korytarzy przemysłowych:
- Sheffield i Rotherham (południowy Yorkshire): Historyczne serce stali specjalnej. Mamy w magazynie wysokiej jakości części zamienne kompatybilne ze starszym sprzętem, często spotykanym w kuźniach.
- Port Talbot i Newport (południowa Walia): W przypadku linii do przetwarzania taśm i zwojów oferujemy szybką reakcję na ciężkie wałki serii SWC stosowane w zwijarkach i rozwijarkach.
- Black Country i West Midlands: Wsparcie łańcucha dostaw w zakresie obróbki metali i motoryzacji poprzez produkcję precyzyjnych wałów w mniejszych seriach do linii cięcia wzdłużnego i wzdłużnego.
- Teesside: Wspieranie odrodzenia działalności przemysłowej i nowych inicjatyw w zakresie zielonej stali.
Studium przypadku: Modernizacja przenośnika taśmowego w terminalu masowym Redcar
Problem: Przenośnik taśmowy w porcie północno-wschodnim co 4 miesiące ulegał awariom przegubu uniwersalnego z powodu korozji wywołanej solą fizjologiczną i wnikaniem pyłu węglowego.
Diagnoza: Standardowe uszczelki ulegały degradacji, co powodowało mieszanie się ściernego pyłu ze smarem i powstawanie pasty ściernej.
Rozwiązanie: Zmodernizowaliśmy wałek serii 390, wyposażając go w uszczelnienia kasetowe i wielowypust pokryty Rilsanem. Zmieniliśmy również specyfikację smaru na kompleks sulfonianu wapnia, aby zapewnić lepszą odporność na wodę.
Wynik: Nowe szyby pracują już od 26 miesięcy bez żadnych nieplanowanych przestojów.
Oświadczenie dotyczące zgodności marki i niezależnej produkcji
Globalny rynek przemysłowych wałów napędowych obejmuje kilka znanych firm. W Wielkiej Brytanii możesz znać takie marki jak GKN™, Voith™, Dana/Spicer™ czy Elbe™. Producenci ci wyznaczyli wysokie standardy w branży.
Ważne zastrzeżenie prawne i techniczne: UK pto-drive-shafts.com Co.,Ltd to niezależny producent oryginalnego sprzętu (OEM) i dostawca rozwiązań posprzedażowych. Nie jesteśmy powiązani, wspierani ani sponsorowani przez GKN, Voith, Dana, Elbe ani żadną inną wymienioną markę. Jakiekolwiek użycie nazw marek, numerów części lub oznaczeń modeli na tej stronie jest dozwolone wyłącznie przez prawo. wyłącznie w celach referencyjnych i identyfikacji technicznej, aby pomóc inżynierom utrzymania ruchu w identyfikacji kompatybilnych specyfikacji części zamiennych. Nasze produkty są wytwarzane zgodnie z naszymi rygorystycznymi standardami inżynieryjnymi, które spełniają lub przewyższają specyfikacje OEM.
Nasza wartość opiera się na personalizacji i krótkim czasie realizacji. Podczas gdy standardowe terminy realizacji zamówień od największych europejskich koncernów mogą wydłużyć się do 20-30 tygodni, nasza sprawna produkcja pozwala nam dostarczać niestandardowe, wytrzymałe wały do Wielkiej Brytanii w ciągu 6-8 tygodni, a często szybciej w przypadku awarii.
Całościowy układ napędowy: integracja skrzyni biegów
Wydajność przegubu krzyżakowego zależy od przekładni, która go napędza. W przemyśle metalurgicznym synergia między przekładnią redukcyjną a wałem napędowym ma kluczowe znaczenie dla zarządzania momentem obrotowym i tłumienia drgań. Firma pto-drive-shafts.com Ltd. z Wielkiej Brytanii nie tylko dostarcza przeguby krzyżakowe, ale również produkuje kompletne systemy przenoszenia momentu obrotowego, w tym wysokowydajne przekładnie przemysłowe.
Wybierając zamienny wał napędowy do walcarki lub systemu dźwigowego, warto ocenić stan przekładni redukcyjnej. Niedopasowanie sztywności między wałem wyjściowym przekładni a przegubem Cardana może prowadzić do rezonansu skrętnego. Oferujemy gamę przekładni idealnie dopasowanych do przegubów Cardana serii SWC i SWP.
Przekładnie planetarne o dużej wytrzymałości (seria P)
W przypadku zastosowań wymagających dużej gęstości momentu obrotowego przy zachowaniu kompaktowych rozmiarów — takich jak napędy pras walcowych, napędy obrotowe kadzi i podajniki płytowe — nasze przekładnie planetarne są idealnym rozwiązaniem.
- Zakres momentu obrotowego: Do 2600 kNm.
- Stosunek: 25:1 do 4000:1.
- Interfejs wału: Wielowypustowe wały wyjściowe zaprojektowane tak, aby pasowały bezpośrednio do naszych jarzm wału Cardana, eliminując potrzebę stosowania pośrednich kołnierzy adaptera, które mogą powodować bicie.
Koła zębate wewnętrzne są hartowane powierzchniowo i szlifowane zgodnie z normą DIN 6, co zapewnia cichą pracę. W Wielkiej Brytanii, gdzie przepisy dotyczące hałasu w fabrykach są surowe (The Control of Noise at Work Regulations 2005), to precyzyjne szlifowanie stanowi znaczącą zaletę.
Przekładnie stożkowo-walcowe (seria H i B)
To „konie robocze” przemysłu stalowego, powszechnie spotykane w napędach przenośników taśmowych, systemach transportu chłodniczego i ciężkich suwnicach. Nasze przekładnie serii H/B są wymiarowo kompatybilne z głównymi standardami rynkowymi (jak np. konstrukcje Flender, często spotykane w starszych brytyjskich zakładach).
- Pojemność cieplna: Udoskonalona konstrukcja obudowy o większej powierzchni i opcjonalnych wentylatorach/wężownicach chłodzących pozwala tym urządzeniom na pracę w gorącym środowisku huty bez przegrzewania.
- Montowanie: Dostępne w konfiguracji z łapami lub z wałem. Do jednostek z wałem dostarczamy ramię reakcyjne i zespół tarczy skurczowej.
- Logika sprzęgania: Podczas łączenia przekładni ślimakowo-stożkowej z wałem Cardana, kluczowe znaczenie ma układ łożysk wyjściowych. Nasza opcja „Wzmocnionego Łożyska” (oznaczenie RB) wykorzystuje łożyska baryłkowe zdolne do przenoszenia obciążeń promieniowych i osiowych wywieranych przez ciężar i siłę wysuwu wału Cardana.
Niestandardowe rozwiązania skrzyń biegów do modernizacji
Wiele brytyjskich fabryk nadal korzysta z przestarzałych maszyn z lat 70. i 80. (takich jak sprzęt Davy-United lub GEC). Znalezienie oryginalnych zamienników (OEM) dla tych starzejących się skrzyń biegów jest często niemożliwe lub niezwykle kosztowne. Firma UK pto-drive-shafts.com Co., Ltd specjalizuje się w inżynierii odwrotnej. Jeśli konieczna jest wymiana wału napędowego w starej jednostce napędowej, możemy jednocześnie sprawdzić skrzynię biegów. Możemy wyprodukować zamienną skrzynię biegów typu „plug and play” o wymiarach i wysokości wału idealnie dopasowanych do starej skrzyni, ale z nowoczesną geometrią kół zębatych i materiałami, co poprawia wydajność linii produkcyjnej.
Gwarancja na zintegrowany układ napędowy: Kiedy nabywasz oba Wał Cardana i skrzyni biegów UK pto-drive-shafts.com Co.,Ltd, oferujemy rozszerzoną gwarancję na system. Eliminuje to „grę oskarżania” między dostawcami w przypadku wystąpienia problemów z wibracjami. Bierzemy odpowiedzialność za wyrównanie, harmoniczne i moment obrotowy całego zespołu.
Instalacja i konserwacja: Przewodnik inżyniera w Wielkiej Brytanii
Nawet najlepszy wał ulegnie awarii, jeśli zostanie nieprawidłowo zamontowany. Oferujemy szczegółowe SOP (Standardowe Procedury Operacyjne) dostosowane do praktycznych warunków pracy na placu budowy.

Fazowanie (zasada kardynalna)
W przypadku standardowych wałów Cardana, jarzma wewnętrzne muszą być wyrównane (zgodne w fazie). Jeśli wał został zdemontowany w celu konserwacji, jego ponowny montaż z przesunięciem fazy spowoduje poważne nierównomierne wahania prędkości (szarpnięcia), które w ciągu kilku tygodni doprowadzą do zniszczenia łożysk wyjściowych skrzyni biegów. Nasze wały są wyposażone w trwałe „strzałki dopasowania fazy” wytłoczone na czopie wielowypustowym i tulei, aby zapobiec temu częstemu błędowi.
Protokół smarowania
W klimacie Wielkiej Brytanii kondensacja stanowi realne zagrożenie. W przypadku zastosowań zewnętrznych (np. dźwigów portowych lub przenośników zewnętrznych) zalecamy:
- Typ smaru: Kompleks litowy z dodatkami EP (Extreme Pressure) i MoS2 (dwusiarczek molibdenu) zapewniający ochronę przed obciążeniami udarowymi.
- Reżim: Przepłukuj łożyska, aż ze wszystkich czterech warg uszczelniających wypłynie świeży smar. Ta technika „przepłukiwania” wypycha zanieczyszczenia i wodę.
Wiadomości branżowe: Zielona transformacja stali
Brytyjski przemysł stalowy przechodzi historyczne przejście z wielkich pieców (BF) na piece łukowe (EAF), w szczególności w ramach zapowiedzianych zmian dla Port Talbot i Scunthorpe. Zmiana ta zmienia wymagania dotyczące układu napędowego. Piece łukowe wymagają systemów pozycjonowania elektrod i wózków do transportu złomu, a wszystkie te elementy opierają się na solidnych przekładniach mechanicznych.
Środowiska w piecach łukowych są bardziej zapylone i charakteryzują się większymi zakłóceniami elektromagnetycznymi. Nasze wały do pieców łukowych są wyposażone w izolowane elektrycznie kołnierze, aby zapobiec powstawaniu łuków elektrycznych w łożyskach – częstej przyczynie przedwczesnej awarii rowków w napędach pieców łukowych.
Często zadawane pytania (FAQ)
P: Czy możesz porównać parametry starego wału GWB znalezionego w walcowni z lat 80.?
O: Tak. Specjalizujemy się w modernizacji. Jeśli oryginalna tabliczka znamionowa jest nieczytelna, możemy wysłać technika w celu zmierzenia wzoru kołnierza, długości po ściśnięciu i średnicy obrotu. Następnie projektujemy nowoczesny odpowiednik (często o wyższym momencie obrotowym dzięki lepszym materiałom), który pasuje do istniejącej obudowy.
P: Jaki jest maksymalny kąt, jaki mogą obsługiwać wasze wałki kardana?
A: W przypadku standardowych, pojedynczych przegubów Cardana zalecamy zachowanie kąta poniżej 15 stopni dla pracy ciągłej, aby zapewnić odpowiednią żywotność łożysk. Jednak w przypadku zastosowań o niskiej prędkości lub przerywanych możemy zastosować kąt do 35 stopni. Do zastosowań wymagających stałej prędkości i dużych kątów oferujemy wały homokinetyczne.
P: Czy oferujecie certyfikację UKCA?
A: Jako producent podzespołów zapewniamy Deklarację Włączenia zgodną z przepisami Supply of Machinery (Safety) Regulations 2008, ułatwiając tym samym spełnienie wymogów UKCA w zakresie końcowego montażu maszyny.
P: Jaki jest czas realizacji zamówienia na niestandardowy wał 500 kNm do Birmingham?
A: W przypadku awarii awaryjnych możemy przyspieszyć produkcję do 15-20 dni. Standardowy transport morski do Felixstowe lub Southampton trwa około 35 dni. Oferujemy również transport lotniczy kluczowych części zamiennych.
Skontaktuj się z naszym brytyjskim biurem inżynieryjnym
Chcesz poprawić niezawodność swojego układu napędowego? Skontaktuj się z nami, aby uzyskać konsultację techniczną lub wizję lokalną.
Firma: UK pto-drive-shafts.com Co.,Ltd
E-mail: [email protected]
Adres: Bury St Edmunds, Suffolk IP32 7LX, Wielka Brytania
Obszar świadczenia usług: W całym kraju (Anglia, Szkocja, Walia, Irlandia Północna)
edytuj przez gzl























