コアエンジニアリングの基本:英国重工業向け選定ロジック
英国の製造業、特にシェフィールドの製鉄所やバーミンガムのスクラップ金属破砕工場のような高トルク環境では、標準的な製品カタログはしばしば時代遅れとなる。ヨーロッパの標準規格と旧型の英国製機器との違いから、駆動軸の選定には厳密かつ綿密なアプローチが必要となる。
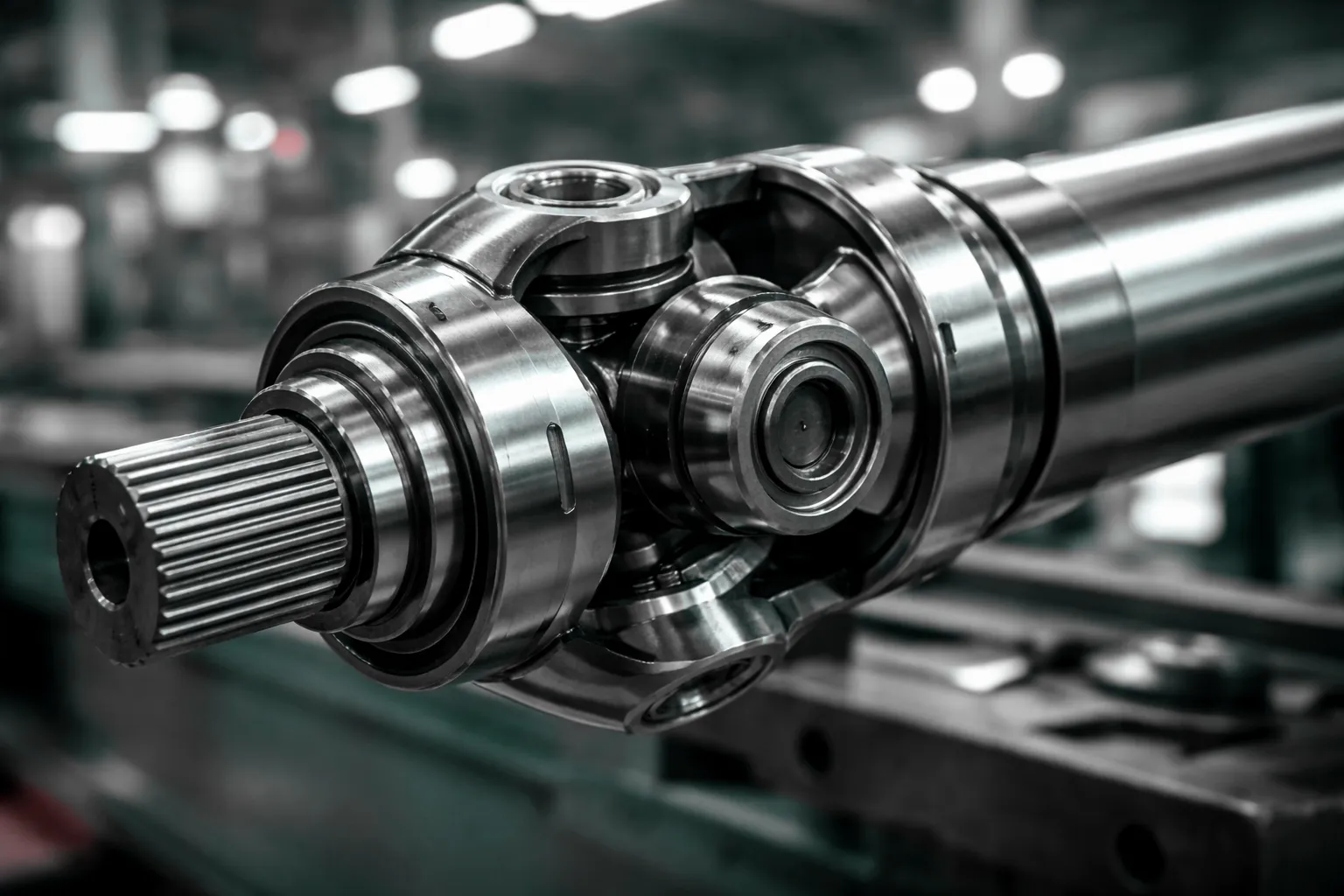
技術仕様:SWC-BHシリーズ(高耐久性)
以下のデータは、重工業用途向けの標準構成を表しています。カスタム長さおよびフランジ形状(DIN、SAE、フェースキー)は、正確な適合性を確保するため、サフォークの工場で加工されます。
| パラメータID | 技術記述子 | 値/範囲 | 技術ノート |
|---|---|---|---|
| P-001 | 公称トルク(Tn) | 25 kNm~580 kNm | 圧延工場には安全率3.5以上が義務付けられています。 |
| P-002 | 疲労トルク(Tfat) | 18 kNm~420 kNm | 10^7サイクル(逆負荷時)に基づく |
| P-003 | 最大回転角度 | 15° / 25°(短め) | 角度が大きいほどベアリングの寿命(L10h)が短くなります |
| P-004 | フランジ径(A) | 225mm~620mm | DIN 15450規格に適合 |
| P-005 | スプラインタイプ | インボリュートDIN 5480 | 耐フレッティング性を高めるためにMoS2コーティングを施しました。 |
| P-006 | 本体材質 | 42CrMo4 / AISI 4140 | 焼き入れ・焼き戻し(QT) |
| P-007 | クロスキット素材 | 20CrMnTi | 表面硬化処理済み、硬度58~62HRC |
| P-008 | ダイナミックバランシング | G6.3 / G2.5 | ISO 1940-1規格 |
| P-009 | 長さ補正(Lc) | 80mm~450mm | 圧縮時の長さによります |
| P-010 | チューブ壁厚 | 6mm~25mm | 継ぎ目のない冷間引抜鋼 |
| P-011 | 溶接手順 | マグ溶接/摩擦溶接 | 100% 超音波探傷検査(UT)済み |
| P-012 | 塗装仕様 | エポキシプライマー+PUトップコート | C4耐腐食性(船舶対応) |
| P-013 | 動作温度範囲 | -30℃~+180℃ | Viton製シールは120℃以上で必要 |
| P-014 | ねじり剛性 | 3.5 × 10⁵ Nm/rad | 振動解析にとって重要 |
| P-015 | ベアリング潤滑 | リチウム錯体EP2 | 集中潤滑ポイントが利用可能 |
| P-016 | フランジ接続 | フェイスキー / ハースセレーション | 高トルク伝達インターフェース |
| P-017 | ボルトグレード | 10.9または12.9 | ダクロメットコーティング |
| P-018 | スイング直径 | 180mm~550mm | 機械ハウジング内のクリアランスを確認してください。 |
| P-019 | 重量(約) | 85kg~2400kg | 150kgを超えるシャフトには吊り上げ用ラグが備え付けられています。 |
| P-020 | メンテナンス間隔 | 500時間(過酷な使用条件) | 再給脂が必要です |
| P-021 | クリティカルスピード | 1200~4500回転/分 | 長さ/直径比による |
| P-022 | ヨーク形状 | スプリットアイ/インテグラル | インテグラルは強度を最大化する |
| P-023 | シールタイプ | ダブルリップラビリンス | 粉塵・水侵入防止 |
| P-024 | 軸方向荷重容量 | 15%のトルク負荷 | スプライン摩擦制限 |
| P-025 | 認証 | ミルサート3.1 | EN 10204 |
| P-026 | 安全ガード | オプションのポリカーボネート | PUWER準拠のガードが利用可能です |
| P-027 | 破断トルク | > 250% Tn | 究極の失敗点 |
| P-028 | 位置合わせ。許容誤差 | ±0.1mm | レーザーアライメントを推奨します |
| P-029 | 収縮ストローク | カスタム | 取り外しやメンテナンスが容易 |
| P-030 | スペアパーツの入手可能性 | 英国在庫(サフォーク) | クロスキット、フランジ、ボルトセット |
🔧 エンジニアの現場メモ:ドンカスターでの「月曜の朝」のスナップ
「2019年2月の寒い朝、ドンカスターにあるリサイクル工場のマネージャーから電話がありました。月曜日に稼働を開始してからわずか1時間後、メインの破砕機の駆動軸が溶接部分で綺麗に折れてしまったとのことでした。工場内の気温は摂氏マイナス4度前後でしたが、機械から発生する熱で作業エリアは摂氏60度まで上昇していました。」
調査の結果、問題は鋼材自体ではなく、標準的な農業用動力取り出し軸(PTO)を重工業用破砕機の環境に不適切に適用したことにあることが判明しました。圧縮された自動車ボディを破砕する際の衝撃荷重によって微細な亀裂が生じ、標準的なS355鋼管ではそれに耐えられなかったのです。そこで、42CrMo4V硬化材を使用したSWC-350BH型ドライブシャフトに交換し、肉厚を4ミリメートル増やしました。それから6年経った今でも、そのドライブシャフトは稼働し続けています。このことから、英国市場では、過剰設計は贅沢ではなく、むしろダウンタイムを回避するための安全策であることが分かります。
— ジェームズ・T、シニアアプリケーションエンジニア、ベリー・セント・エドマンズ
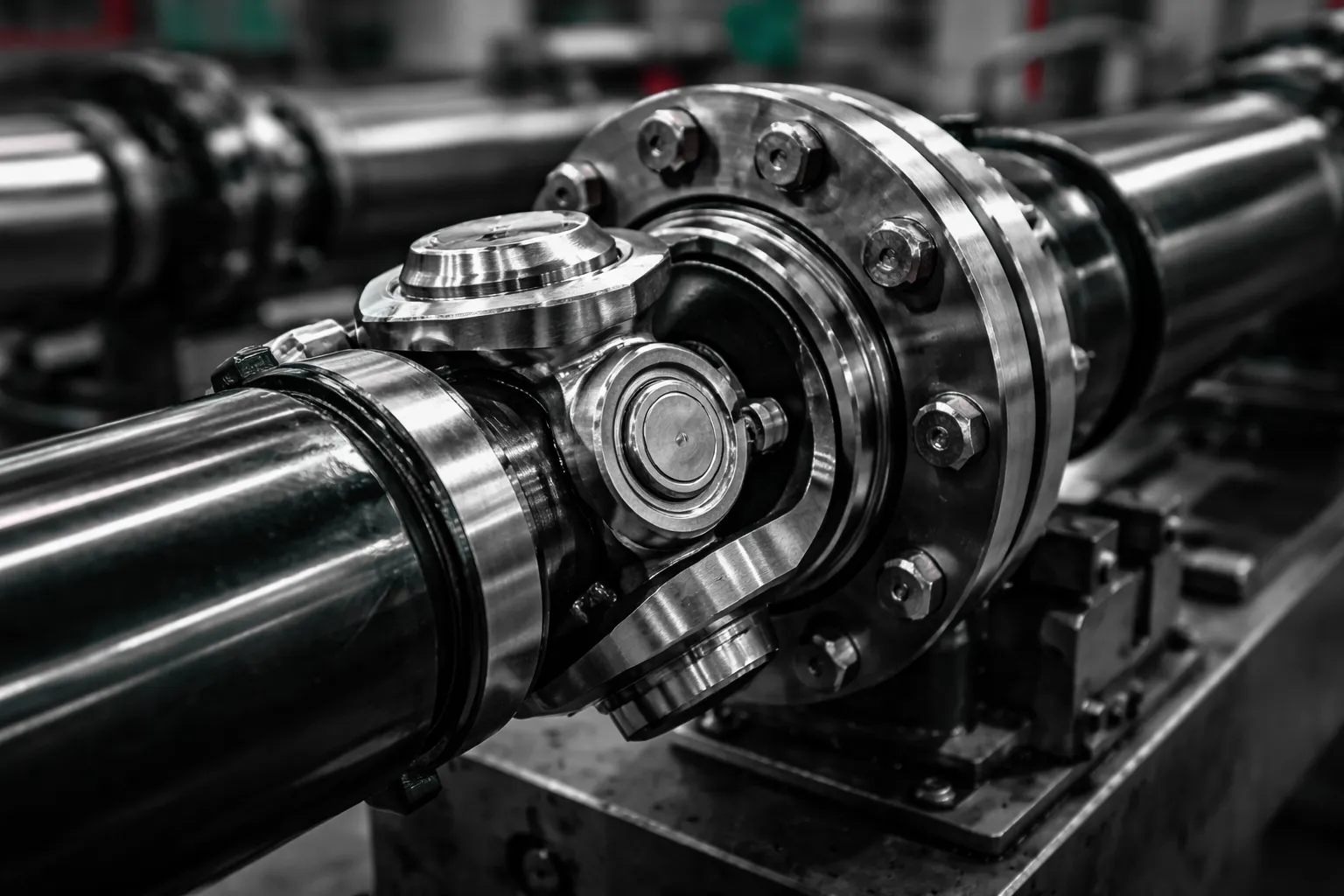
後付けおよび互換性:GKN、Comer、Voith製交換部品
英国の多くの産業施設では、ヨーロッパ大陸のメーカー製のシャフトが元々取り付けられていた旧式の設備が稼働しています。純正部品の交換品を調達する場合、納期は12~16週間かかることがよくあります。UK pto-drive-shafts.comは、納期を大幅に短縮した(特注品の場合は通常3~4週間)エンジニアリングによる代替品を提供しています。
互換性ガイド
当社のSWCシリーズは、以下のシリーズと寸法的に互換性があります。
- GKN / ユニカルダン: シリーズ687、688、および390。
- フォイト: シリーズ190.50、190.55。
- コマー・インダストリーズ: インダストリアルシリーズS。
- エルベ川: シリーズ0.100。
法的免責事項: GKN™、Voith™、Comer™、およびElbe™は、それぞれのオリジナル機器メーカーの登録商標です。UK pto-drive-shafts.comは、アフターマーケット部品および互換部品の独立系メーカーです。当社はこれらのブランドと提携、スポンサーシップ、または認可関係にありません。すべての部品番号およびブランド名は、お客様が互換性のある交換部品を選択する際に役立つよう、識別および相互参照の目的でのみ使用されています。
英国の産業基盤を支える
フェリクストウ深水港(当社の大型クレーンシャフトが稼働している場所)からノースヨークシャーのバイオマス発電所まで、当社の部品は英国のインフラに不可欠な要素となっています。当社は、英国保健安全庁(HSE)が定める特定の規制要件を熟知しています。
PUWER 1998への準拠
の 1998年作業機器の提供及び使用に関する規則(PUWER) 英国の施設管理者には、ドライブシャフトが適切に保護されていることを確認する厳格な責任が課せられています。裸のシャフトを出荷する一般的なサプライヤーとは異なり、当社は以下のものを提供します。
- 特注ガードキット: 回転軸を覆う固定チューブ。製紙工場の通路には不可欠である。
- 安全キャッチケージ: 接合部が壊滅的に破損した場合にシャフトを捕捉し、暴走を防ぐための設計。これは英国の港湾における天井クレーン駆動装置に義務付けられている要件である。
<style=”background: #fff; padding: 40px; border-radius: 8px; border: 1px solid #ddd; margin-top: 50px;”>
総合的な駆動系ソリューション:高耐久性産業用ギアボックス
鎖の強さは、最も弱い部分によって決まる。 カルダンシャフト サイズ不足のギアボックスに接続すると、故障の原因となります。UK pto-drive-shafts.comでは、当社のシャフトシステムのトルク性能に適合するように設計された、高品質のヘビーデューティーギアボックスを製造・供給しています。
H&Bシリーズ産業用ギアユニット
平行および直角方向の動力伝達に対応。これらの装置は、セメント産業および鉱業において主力製品として活躍しています。
- トルク範囲: 最大900kNm。
- 比率: 1.25~450:1。
- ハウジング: 低温での耐衝撃性には、ねずみ鋳鉄または球状黒鉛鋳鉄が用いられる。
遊星歯車減速機(Pシリーズ)
コンパクトで高トルク密度の駆動装置は、スペースが限られているクレーンや掘削機の旋回駆動装置に最適です。
- デザイン: モジュール式のステージ構成。
- 効率: 1ステージあたり98%以上。
- 応用: テンサイ加工およびバイオマス搬送用オーガー。
当社のギアボックスと当社のシャフトを組み合わせるべき理由とは?
弊社からドライブトレイン一式をご購入いただいた場合、システム全体に対してねじり振動解析(TVA)を実施いたします。これにより、ユニバーサルジョイントの固有振動数がギアボックスのギア噛み合い周波数と共振しないことを保証します。これは、高速製紙機械における原因不明の異音やベアリングの早期故障の一般的な原因の一つです。
鉄鋼を超えて:太陽光発電と風力発電における駆動軸
重工業は当社の伝統ですが、未来はグリーン産業にあります。当社は、イングランド南西部の太陽光発電所向けに、太陽追尾システム用の高精度ジンバルをますます多く供給しています。これらのジンバルには、太陽光発電パネルが太陽の軌道を正確に追尾し、発電効率を最大化するために、バックラッシュのないジョイントが必要です。
技術リソース:障害分析と保守戦略
(以下は、保守エンジニア向けの社内技術資料からの抜粋です。)
故障解析と保守戦略
典型的な故障モード
- ユニバーサルジョイントヨークの疲労破壊: 粗圧延機(例えば製鉄所)でよく見られるこの破損は、可逆圧延工程中に発生する交互応力がヨーク根元のR半径部に集中することに起因する。
- スプラインのフレッティング摩耗: 望遠鏡で ドライブシャフト (連続鋳造機のセグメントなどでは)小振幅の軸方向振動により、スプライン歯面に微小な動きが生じます。この「フレッティング」現象により、運転中に過剰なクリアランスが発生し、結果として衝撃荷重がかかります。
- クロスキットアブレーション(ブリネリング): クレーンや低速・高負荷機器でよく見られる現象です。振動角度が小さすぎると、ニードルローラーが完全に回転せず、軌道面に局所的な圧力がかかり(偽ブリネリング)、最終的に剥離につながります。
- ギアカップリングのロックアップ: 潤滑油の乾燥や歯の摩耗により、ギアがスリーブ内でスムーズに滑らなくなり、モーターやギアボックスのベアリングを破損させるほどの大きな軸方向の力が発生することがあります。
メンテナンスに関する推奨事項
-
- オンライン監視: 仕上げミル主駆動装置などの重要機器には、無線式トルク・振動監視システムの導入をお勧めします。シャフトトレインのねじり振動スペクトルを解析することで、ギアのピッチングやユニバーサルジョイントのクリアランス拡大を早期に検出できます。
- 定期的な非破壊検査: 鋳造クレーンの高速シャフトや取鍋フックピンなどのクラスI安全部品については、壊滅的な故障が発生する前に疲労亀裂を検出するために、定期的な磁粉探傷検査(MPI)または超音波探傷検査(UT)が義務付けられています。
- 潤滑管理: 異なる基油の潤滑剤を混合することは厳禁です。高温部には完全合成の高温グリースを使用してください。水洗頻度の高い場所では、水分を除去するためにグリース塗布間隔を短くしてください。
gzlによる編集























